在车床的机械制造过程中,是不是常常遇到车床加工的孔精度达不到,椭圆,圆柱度超差,零件甩出来打刀。设备的液压力调大了又导致椭圆,调小了又容易造成零件甩出来导致打到报废。在这里告诉你一个液压力再小也不会导致零件丢出来的办法。这篇文章将解决你的困难。

工艺技术人员
首先,我们先来了解一下什么是加工加的椭圆度,椭圆度也称不圆度,指圆形外圆或内孔的不圆度。椭圆度公差是指圆柱面(轴、孔)的同一横剖面内允许的最大与最小直径之差,如下图。
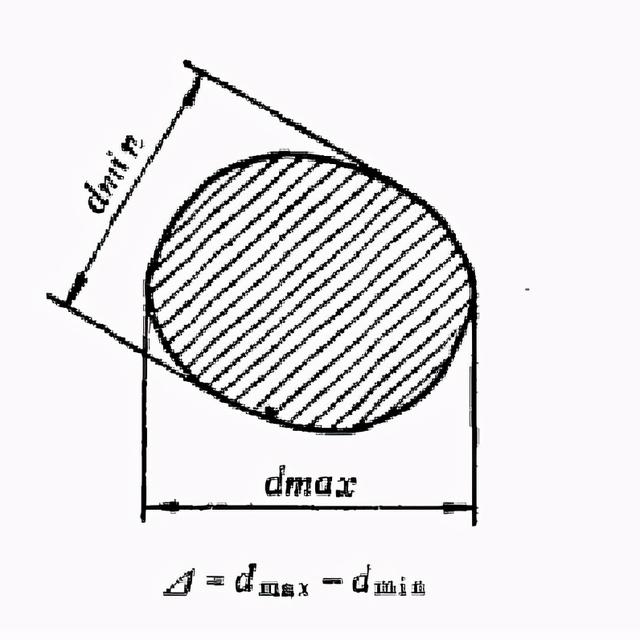
图1:椭圆度为最大与最小直径之差
如下图的装夹方式,在加工时,三爪夹紧零件进行车削。那么产生椭圆度的原因有哪些呢?有三点:1、车床精度不够,2、夹具设计不当,3、夹紧力太大,尤其是薄壁零件装夹后零件产生变形,造成椭圆度。

图2:车床加工上使用三爪装夹零件
机床精度不够,我在这里暂且不论,因为机床精度三固定的。我们来聊聊夹具和液压夹紧力的关系。如果担心三爪夹紧的液压力把零件夹变形而导致椭圆度过大,那么就将夹紧力调小,但是调小了,零件就会甩出来将刀具,夹具打烂。那么我这里告诉你一个好办法。

图3:三爪的3D图
那么我们来增加三爪的夹紧的摩擦力,方法如下:
1、将各个三爪夹紧位置拆下来,放在加工中心或铣床上对夹紧面进行铣加工;
2、所用刀具可以用60度的倒角刀进行(图4),将接触面铣深度1mm,间隔1mm,如下图5;

图4:60度刀具

图5:三爪铣的网纹3D数据
3、有条件的可以将该三爪进行热处理,硬度在HRCD58-62度左右或者可以用硬度稍小的调质料
45#进行直接加工为该形状,主要是增加夹具的使用寿命;
4、要注意观察齿面,磨损后定期要进行检查修复。

图6:加工后的实物网纹
在工作学习中,只要我们善于发现,善于动脑,善于创新,办法总比困难多!欢迎在评论区留言讨论!
,




