制造业中一直绕不开的一个课题:如何提高设备利用率。很多新入制造工厂的朋友,可能了解理论,对于实操还是一知半解。今天简单分享给大家:
为什么工厂要搞TPM,要提升OEE,归根到底,工厂要设备产出既定的产能,甚至更高的产量,工厂才能最大可能获利。
首先介绍下可能都不想了解的概念(但还是要了解)。OEE,全程Overall Equipment Effiency,设备综合效率,有三个指标,良品率、时间稼动率、性能稼动率,判断一个设备,或一整条线(看瓶颈工序瓶进设备),后面图解有详细说明。
1、良品率,这个应该没有几个不能理解,如果真不能理解,真的可以回家面壁思过了
2、时间稼动率,稼动率.设备在规定的时间,要是偶尔停顿,或长期停机,设备不仅贬值损耗,给工厂带来的还有人员管理费、场地费、水电气费等一系列的成本浪费,就像公司招了人,但工作饱和度不高,没有哪个老板愿意看到(但人不同于机器,据统计,80%工作饱和度,对个人发挥价值、对公司贡献度都是最大的)。
3、性能稼动率,这个很多一段时间总不能记住,或者印象最不深刻。举个小学的栗子,可能大家就能很好理解,一个水池每个小时应放10吨水,但因水管老化,一个小时只能放8吨,那么性能稼动率就是8/10*100%=80%,如放水时压强过大,一个小时放了12吨水,那么性能稼动率就是12/10*100%=120%.
如下两张图,分别是单台设备和单条线的OEE介绍,希望帮到需要的人,Enjoy:
(下期内容,将与大家分享TPM中,不一样的点检法,如何做好日常预防维护保养)

单条线体瓶颈工站中的瓶颈
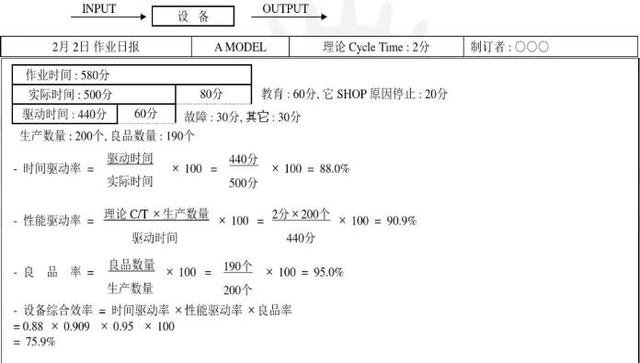
单台设备
,




