
数显卡尺和标准量块
1、 校准项目和主要校准工具列表
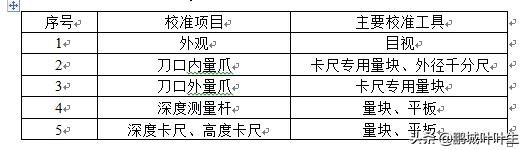
校准项目和主要校准工具列表
1.1 校准条件:
1.2 温度:(20±5)℃
1.3 校准前,受检通用卡尺应在校准室内平衡温度的时间不少于1小时。
1.4 校准周期:6个月
1.5 游标类、表类、数显类卡尺技术要求和校准方法
1.6 校准点及允许误差(单位:mm):

校准点及允许误差
2、 外观要求:
2.1 卡尺表面应镀层均匀、标尺标记应清晰,表蒙透明清洁。不应有锈蚀、碰伤、毛刺、镀层脱
落及明显划痕,无目力可见的断线或粗细不匀等以及影响外观质量的其它缺陷。
2.2 卡尺上必须有制造厂名或商标、CMC标志(国产)、分度值和出厂编号。
2.3 使用中和修理后的卡尺,允许有不影响使用准确度的外观缺陷。

带表卡尺
3、 各部分相互作用
3.1尺框沿尺身移动应手感平稳,不应有阻滞或松动现象。数字显示应清晰、完整,无黑斑和闪跳
现象。各按钮功能稳定、工作可靠。
3.2 紧固螺钉的作用应可靠。微动装置的空程,新的应不超过1/4转,使用中和修理后的应不超过
1/2转。
4、刀口内量爪:
4.1 校准方法:将1块尺寸为10mm的量块的长边夹持于两外测量爪测量面之间,紧固螺钉后,
该量块应能在量爪测量面间滑动而不脱落。用外径千分尺沿内量爪在平行于尺身方向测量。示值误差以测得值与量块尺寸之差确定。

游标卡尺
4.1 刀口外量爪:
4.1.1校准方法:校准时每一受检点应在螺钉紧固和松开两种状态下,分别对外量爪的里端和外端两个位置进行校准,无论尺框紧固与否,卡尺的测量面和基准面与量块表面接触应能正常滑动,有微动装置的应使用微动装置。各点示值误差以该点读数值与量块尺寸之差确定。
4.2 深度测量杆:
4.2.1 校准方法:受检尺寸为20mm,用两块尺寸为20mm的量块置于平板上,使尺身测量面与
量块接触,伸出测量杆测量面与平板接触,然后在尺身上读数,示值误差以测得值与量块尺寸之差确定。

数显游标卡尺
4.3 深度卡尺:
4.3.1 外观和各部分相互作用:校准方法2、.3;
4.3.2要求:示值误差不超过1个分度值(分辨率)。
4.3.3校准方法:受检点为41.2mm、81.5mm、121.8mm、163mm, 将量块置于检验平板上,使深度卡尺的基准面与量块接触,伸出尺身测量面与平板接触,然后在尺身上读数,各点示值误差以该点读数值与量块尺寸之差确定。
4.4高度卡尺
4.4.1 外观和各部分相互作用:校准方法同2,、3;
4.4.2要求:示值误差不超过1个分度值(分辨率)。
4.4.3 校准方法:受检点为5.1mm、10mm、20mm、41.2mm、81.5mm、121.8mm、163mm, 将量块置于平板上,使高度卡尺划线爪的基准面与量块接触,在高度尺身上读数,各点示值误差以该点读数值与量块尺寸之差确定。

高度尺
5 支持文件
《JJG 30-2012 通用卡尺检定规程 》
《JJG 31~2011 高度卡尺检定规程》
,




