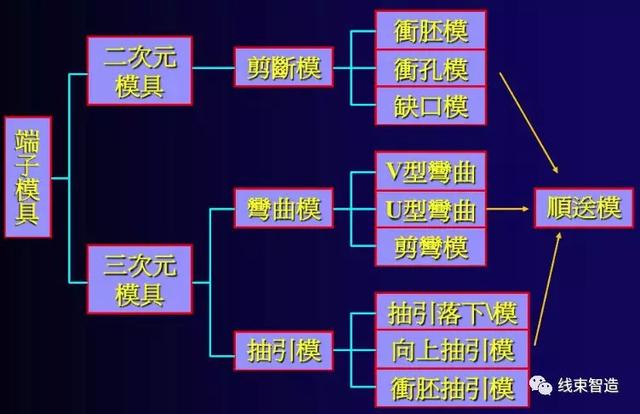
端子模具类型
端子模具实例

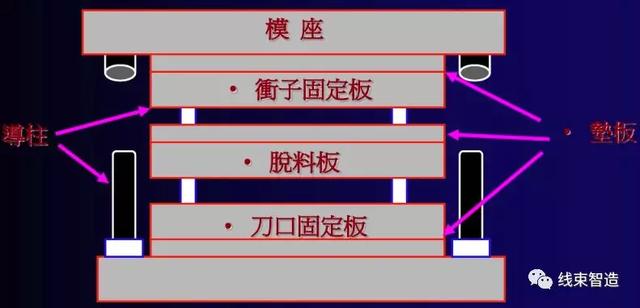
端子冲压模具结构简图

端子模具之定位系统
导柱部分介绍

副导柱部分介绍

模具定针介绍
定义:就端子加工过程来讲,定位是冲切前材料在模具内确定准确位置的相关动作。
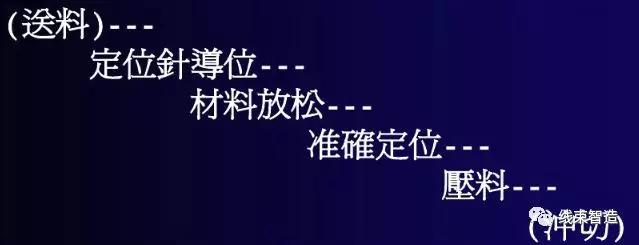
送料、定位、冲切、再送料,构成了冲床动作的基本循环。对于冲模结构而言,定位即是分布于各工站之间的定位针,继而准确定位加工成型所需形状。
浮动式定位结构
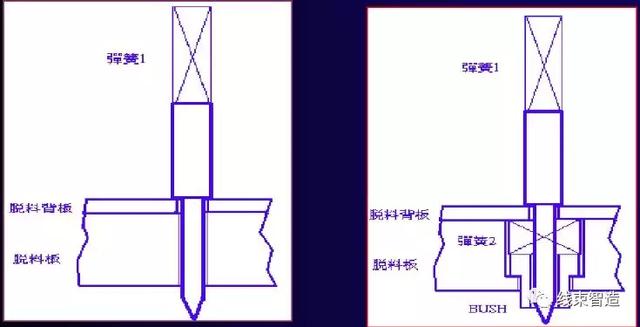
主要特点:定位针后有弹簧支持,定位针遇强阻力时可后退。
种类:浮动式可分为“有bush”,“无bush”两种。
固定式定位结构

主要特点:是固定于脱料板上,无法后退。
种类:可分为“有bush”(适合用在飞字形双料带)“无bush”(适用在单料带)
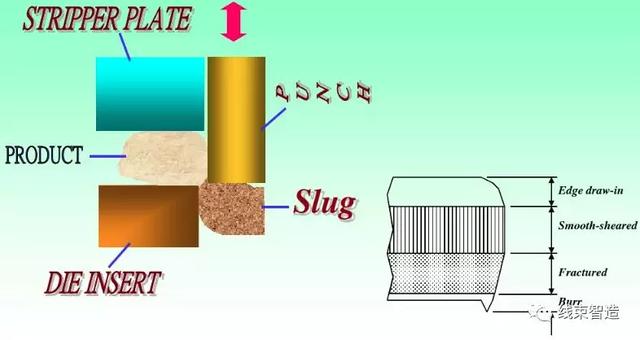
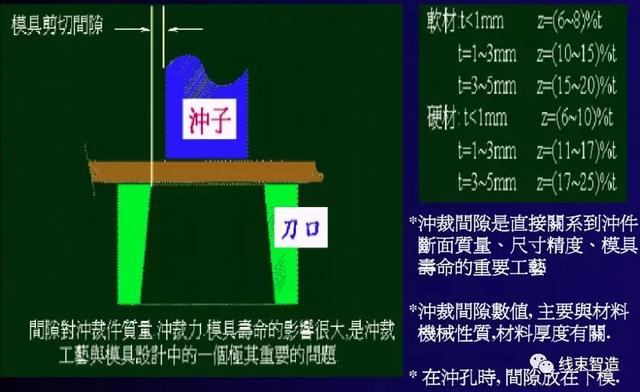
端子模具加工——下料

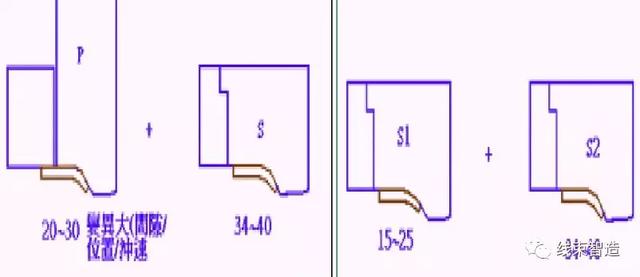
端子模具加工——成型
R角成型
V型成型

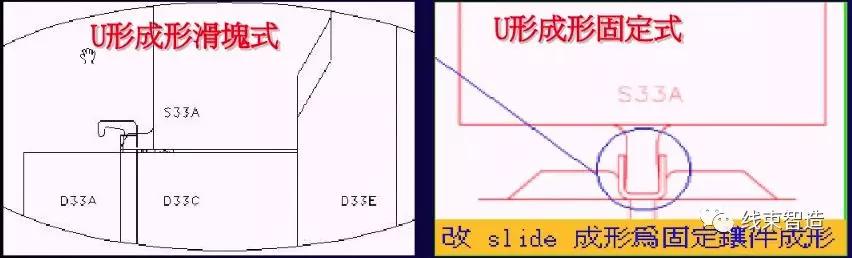
U型成型

Bellow成型

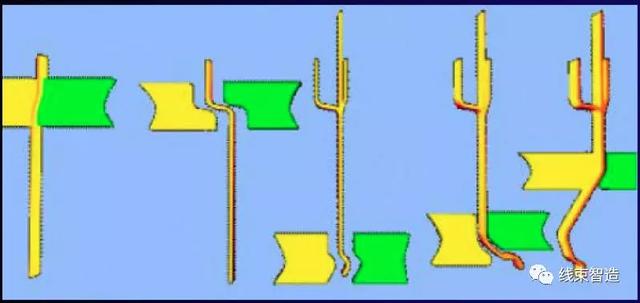
90°折弯成型

采用预折线与过量R的技术结合,成型点受力集中,回弹小,成型效果稳定。
SLOT1产品折弯举例
CUMINE产品折弯举例

端子模成型件的工序确定原则
- 对于形状简单的弯曲件,如V形、U形、Z形件等,尽可能一次弯成;
- 对于形状较复杂的弯曲件,需要二次或多次弯曲成形;
- 弯曲角和弯曲次数多的制件,以及非对称形状制件和有孔有切口的制件等,最好在弯曲之后再切口或冲孔;
- 对于批量大、尺寸小的制件,为了提高生产率,应采用有冲裁、压弯和切断等多工序的连续冲压工艺成形;
- 非对称的制件,单件弯曲时容易发生偏移,应采用成对弯曲成形,弯曲后再切开。
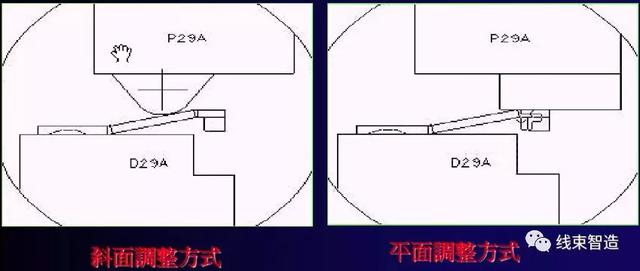
端子模具加工——调整