作者简介
本文作者:墨鬼
本文由作者发布于技术邻平台,转载需取得作者授权。
墨鬼,擅长ABAQUS大变形数值模拟。
如需获取本案例的CAE/ODB文件,在技术邻站内搜索专家用户名即可。
余弦压模设为刚体,不考虑变形,下部钢坯是变形体,通过ALE方法给压模施加竖向位移来模拟钢坯在挤压作用下变形的过程。

Case1: 轴对称模型
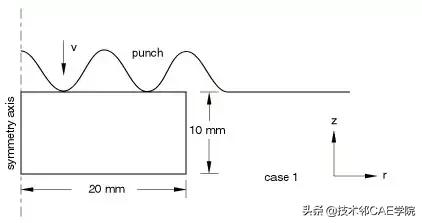

Dies曲线方程:y=0.0025*cos(628*x) 0.0025
Blank尺寸:20*10mm
dies为离散刚体,无需设置材料;
blank的材料设置为钢,本构为Mises弹塑性模型,杨氏模量E=200 GPa(200E6 kPa),初始屈服应力100 MPa(100E3 kPa),硬化斜率为300 MPa,泊松比0.3,密度7800 kg/m3。
Step time:0.0038s 压模冲压速度V=-2m/s
Case 2: 三维模型

Dies曲线方程:y=0.0025*cos(628*x) 0.0025
Blank尺寸:20*20*10mm(长*宽*高)
dies为离散刚体,无需设置材料;
blank的材料设置为钢,本构为Mises弹塑性模型,杨氏模量E=200 GPa(200E6 kPa),初始屈服应力100 MPa(100E3 kPa),硬化斜率为300 MPa,泊松比0.3,密度7800 kg/m3。
Step time:0.0025s 压模冲压速度V=-2m/s
以下为轴对称模型的设置过程:
1. Part 建立模型
创建钢坯(图1):Create part→Axisymmetric(轴对称)→Deformation(变形体)→shell;
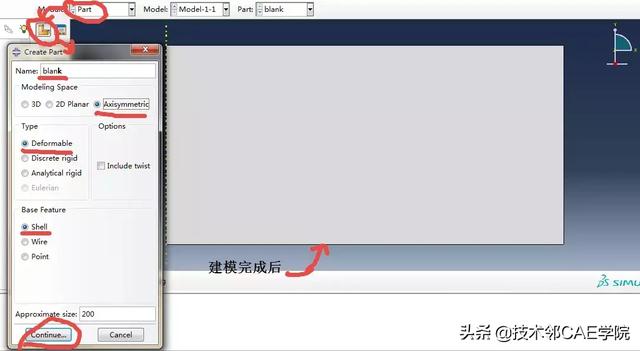
图1
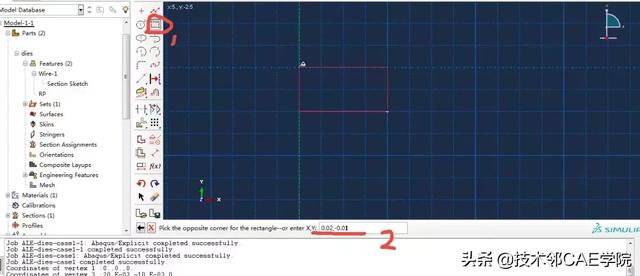
图2
创建压模(图2):Create part→Axisymmetric(轴对称)→Discrete rigid(离散刚体)→Wire;此外压模上设置参考点RP;
草图快速简便生成方法:请参照帖子“利用Python在ABAQUS中生成曲线草图(一个点一个点的输简直是low爆了)” http://www.jishulink.com/content/post/373686;
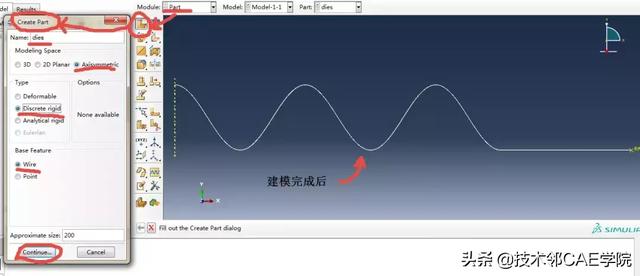
图3
2. Property 设置材料属性
关于ABAQUS的单位制,请参考:http://www.jishulink.com/content/post/436915
dies为离散刚体,无需设置材料;
blank的材料设置为钢,本构为Mises弹塑性模型,杨氏模量E为200 GPa,初始屈服应力100 MPa,硬化斜率为300 MPa,泊松比0.3,密度7800 kg/m3。
① 材料创建(图3):Property→Create material→general→Density→Mass Density填入7.8→Mechanical→Elasticity→Elastic→Young's modulus填入200000000,Poisson's ratio填入0.3→Mechanical→Plasticity→Plastic→Yield stress和Plastic Strain填写见图4
② 创建截面(图4):Property→Create Section→→Solid/Homogeneous
③ 材料赋予:先创建Set:Part→Tools→Set→Create Set→名字设为blank→选中blank(钢坯)模型→确认建立集合blank
Assign Section→Sets…→选中刚才创建的blank集合→Continue→Section选中Section-blank(默认)→OK
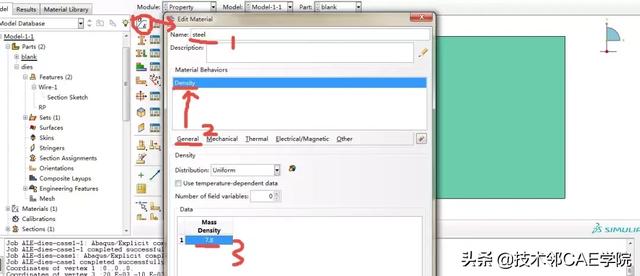
图3

图4
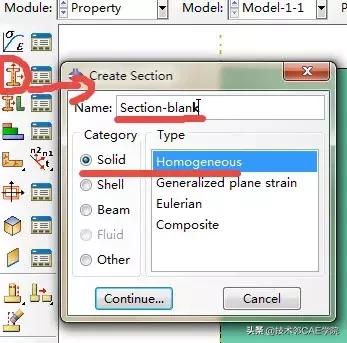

图5
3. Assembly 创建装配体
图6:装配体类型设为Dependent;
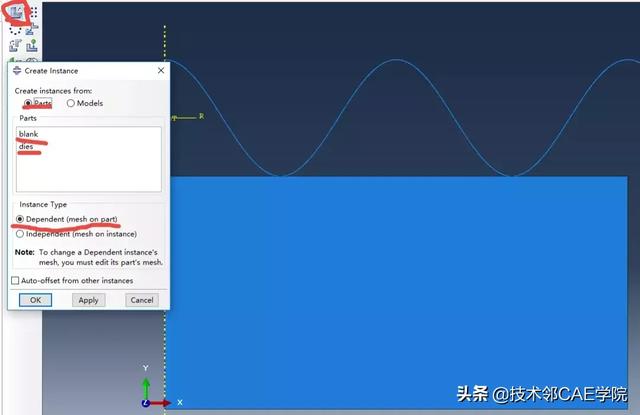
图6
4. Step 设置分析步,设置ALE参数
分析步建立:Create Step→Dynamic,Explicit→Time Period设为0.0038

ALE参数设置:

5. Interaction 创建接触
Contact建立:Create Interaction→Surface-to-surface contact(Explicit)→first surface(主面)选择压模→second surface(从面)选择钢坯顶面;

接触属性:Create Interaction Property→Contact→添加Tangential Behavior(默认无摩擦) Normal behavior(默认)


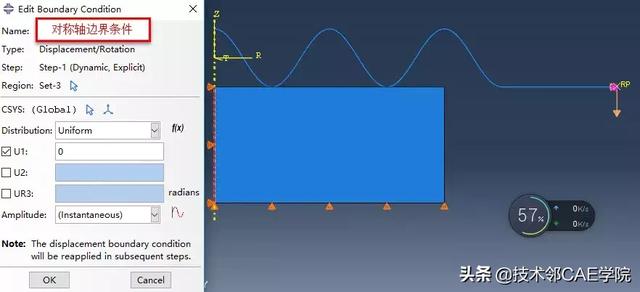
6. Load 设置边界条件
边界条件:钢坯对称轴约束位移U1,钢坯底部约束位移U2,压模参考点RP约束速度V1和VR3,V2下压速度设置为-2(提高计算效率,请参考:http://www.jishulink.com/content/post/439156);

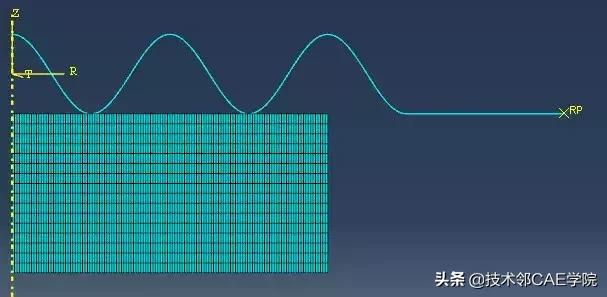
7. Mesh 划分网格
单元类型:压膜为RAX2(Explicit);钢坯为CAX4R(Explicit),注意长宽比,为了便于收敛和提高计算效率,网格竖向交横向适当偏长一些;

8. Job 创建JOB进行分析
三维模型类似轴对称,可参考CAE文件。
如需获取本案例的CAE/ODB文件,请点击文末左下角阅读原文,或在技术邻站内搜索专家用户名即可。
-END-
,




