德国牌号的X12Cr13钢种具有良好的综合力学性能和耐蚀性能,因此被用于压缩机增压系统的部件。我公司在试制X12Cr13钢叶轮的初始阶段,由于对该钢的特性不够了解,因此在电炉锭轧制电极坯料以及电渣钢锭锻制毛坯锻件时,均出现大量较为严重的表面裂纹,造成很多的废品。经过不断的探索及对工艺的改进,最终研究出一整套成形工艺,使产品质量达到国外同类产品质量水平。
锻件交货技术条件
化学成分见表1


冶炼方法:碱性电炉+电渣重熔。
锻件总锻比≥3。
锻件以锻后低温退火(防白点)状态交货。
超声波探伤检验符合五级验收标准。
工艺路线
X12Cr13钢叶轮的工艺路线为:电炉冶炼→浇注钢锭( 3.15t锭)→去应力退火→钢锭表面清理轧制电极坯料→电渣重熔→电渣锭加热→锻造→低温退火→光面探伤→检查尺寸→交货。
热加工时产生裂纹的原因分析
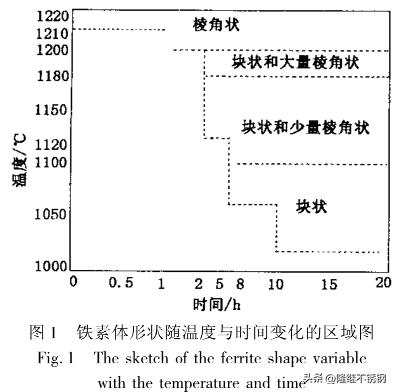
X12Cr13的相组成为马氏体+铁素体,而高温塑性主要取决于奥氏体与铁素体相的相匹配关系。因此可以通过研究铁素体相在不同条件下的数量、形状,来找出最佳的热加工工艺参数。通过不同条件下取样观察铁素体相的变化情况表明铁素体相随着温度的提高、保温时间的延长,其含量不断增加,由10%增加到 45%,最高可达到50%;其形状也由条状到块状再向棱角状变化。通过绘制的铁素体形状随温度和时间变化的区域图可以看出,铁素体在图中随温度﹑保温时间的不同,有不同的形状区域。
当加热温度超过1210℃时,铁素体相均变化为棱角状;当加热温度低于1 000℃时,铁素体相均保持着条状;在1 000 ~1 210 ℃之间,随保温时间的不同或呈条状、或呈块状、或呈棱角状,也有时三者共存。X12Cr13钢加热时,理想的铁素体相条状温度区域应该是:1 120 ~1 200 ℃,保温时间不大于2 h,1 120 ~1 050 ℃,保温时间不大于5 h,1 050 ~ 1 000 ℃,保温时间不大于10 h,见图1。

X12Cr13钢是马氏体+铁素体组织的双向结构,其中铁素体含量占40%左右,经过试制研究,为工业化生产该钢种提供了相适应的冶炼、加工、热处理等工艺。
铁素体形状变化是恶化X12Cr13钢的热加工性能的主要因素,特别是棱角状铁素体会严重降低钢种的塑性。因此可以通过控制钢中主要元素来解决钢锭加工过程中的裂纹,以及通过改进加热制度来解决轧制裂纹、锻造裂纹等问题。适宜的轧制加热温度为1 180 ~ 1 200℃(料温)﹐保温时间≤3 h;锻造加热制度为1 150 ~ 1180 ℃(料温),根据钢锭尺寸严格控制保温时间。
通过大量的试制研究工作,我公司已经形成了X12Cr13毛坯锻件的生产线,产品质量稳定,可以满足生产出口设备的要求。
,




