折弯模具种类大全

折弯模具

折弯模具

折弯模具
折弯模具有L型、R型、U型、Z型等几种折弯,上模主要有90°、88°、45°、30°、20°、15°等不同角度。下模有4~18V不同槽宽的双槽和单槽,还有R下模、锐角下模、压平模等。上下模分为分段和整体:上模分段一般为300mm、200mm、100mm、100mm、50mm40mm、20mm、15mm、10mm,整体为835mm。下模一般分为400mm、200mm、100mm、50mm、40mm、20mm、15mm、10mm,整体为835mm。

折弯模具种类

折弯模具种类
折弯模具的组成
一般的模具分为中间板、上模、下模、导轨、下模座等,这类模具通用性强,大部分加工都可以完成。

折弯模具的组成
折弯模具的选择
加工不同的零件需要使用不同的模具,首先要对机床和模具的加工参数有所了解,才能选择相互匹配的模具。
1 依工件成型后的形状、尺寸、工艺图纸标注的内R角等选择适用的模具;
2 充分考虑成型过程中可能产生的异常,如:撞猪嘴撞铆钉、撞模撞机器、工件折边互撞等等;
3 折弯工件时,V槽的选择
根据材料厚度不一样,V槽的选择也不一样
T≤4mm时,V槽=T*6倍;T≥4mm时,V槽=T*8倍
4. 注意:90°折弯时,“V”槽的宽度小不得底于4t,否则可能损坏模具或导致工件报废;
5.若折边尺寸太小必须使用4t以下的“V”槽时,可先折一合适钝角后,再用大的“V”槽折够90°;
6.彻底清理刀模、机床模座,保证无灰尘无硬物;
7.用长度少不低于300MM上下模取出机床中心,注意压力要适当,避免压坏模具;
8. 换上本次加工所需的合适模具,上下装夹要到位,锁紧紧固螺钉/夹板;
9.模具尽量装夹在机床中心位置,以保证机床可持续稳定的工作。
机床参数有:行程、加工能力、开口高度、中间板类型等; 模具参数有:上模模柄型式(和中间板匹配)、耐压吨位(折弯压力)等;
因此,我们需要从“机床参数”和“模具参数”两方面做选择。
关于机床参数的选择
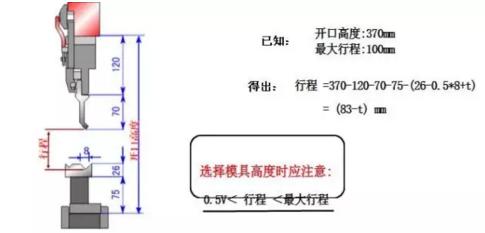
1、模具高度的选择
行程(mm)=开口高度—中间板高度—上模高度—下模座高度—(下模高度—0.5V t) t为板料厚度(mm)
模具高度的选择
在下模座选择的时候也要注意下模座有多种高度,不同高度的模座用来配合不同的加工。

模具高度的选择
使用不同的模具组合可以获得不同的模具组合高度,用来加工不同的零件。

模具高度的选择
关于模具参数的选择
1、上模模柄形式
上模的模柄有3种形式以配合不同的中间板

上模模柄形式
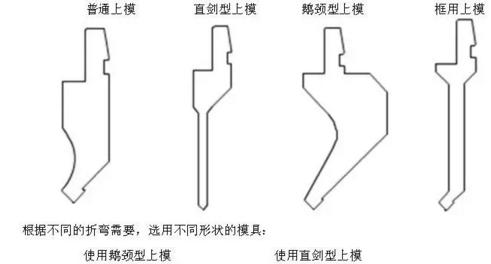
2、上模形状
常用标准形状上模有:
上模形状

上模形状
3、上模尖端R角及尖端角度 上模常用的尖端R角有:

上模尖端R角
(1)0.2R (2)0.6R (3)0.8R (4)1.5R (5)3.0R
选用合适的尖端R:一般3mm以下使用R0.6。
标准上模的尖端角度有:90°、88°、86°、60°、45°、30°等。
模具的夹角要小于加工角度,例如,我们折弯工件为90°,使用88°夹角模具。
4、下模形式
一般的下模有单V和双V的区别,在这两种类型中还有分割和整段之分,不同的模具类型适合不同的加工需要。
一般来说,单V的比双V的模具加工用途广,分割的比整段的模具用途广。 我司使用下模一般为双V和三V。
5、 下模V宽、V槽夹角
下模V槽的选择和材料厚度(T)的关系:

下模V槽的选择和材料厚度(T)的关系
下模的V槽夹角和上模一致。
,




