当我们加工工件遇到有圆弧凹凸的时候,需要用到G71和G73粗车循环指令。
首先这里要讲到G71循环指令是应用在什么工件的,下方看图↓
G71指令是针对工件外轮廓不断变大或内轮廓不断变小的指令,在这里指出假如工件轮廓变大变大再变小系统会报警不执行!
格式G71U( )R( )
G71P( )Q( )U( )W( )F( )
G73循环指令是应用在哪种加工工件上面的呢
下方看图↓
G73循环指令是针对工件轮廓不断变大变小的指令,这里有人说了那么直接用G73不就可以了?其实这种想法是有误区的,要仔细想想G73是只对工件轮廓不断变大变小才能执行的。而且应用了之后观察刀路轨迹是不一样的,总结用G73比较慢G71比较快。(这里是小编的看法,每个人都有每个人都总结哈。)
G73格式U( )W( )R( )
G73P ( )Q ( )U( )W( )F( )
上面我们说了两种格式的不同点
我们应该能总结出来假如有了轮廓凹凸的工件
我们需要用到两个指令,需要编那么多程序比较繁琐加工时间还比较慢。所以呢有了G71二型可以针对工件的凹凸轮廓一并加工!
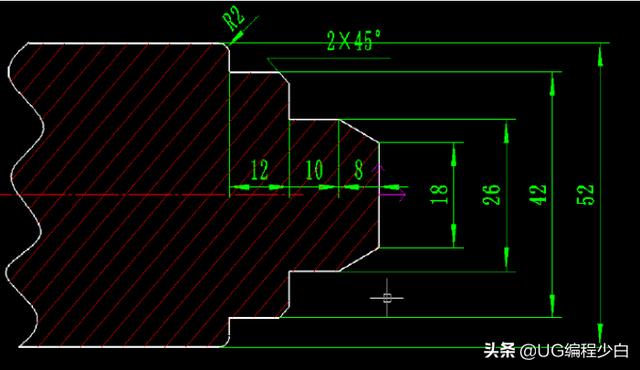
例图:
这样子的工件就可以一并加工出,那么有人说了二型应该是什么样子的呢?下方看图
第一张图是没有用二型的,第二张是用二型的。大家仔细看格式下一行不难发现无非就是多了个双轴联动在格式下面加个W0或者Z0都是可以的。主要看个人习惯。
或者看下方程序
G0 X41. Z2.
G71 U2. R0.5
G71 P10 Q20 U0.3 W0.05 F0.1
N10 G0 X0. Z1.
G1 Z0.
G03 X20. Z-38.284 R30.
G1 W-20.
N20 G00 X100 Z200
假设圆弧R20 带一个20成20的圆柱
我加粗线的就是重点,这样子就可以执行二型啦感兴趣的朋友可以用一下试试(部分老系统的车床不支持二型)
感谢关注!小编会继续努力哒.
,