一、指令格式:
G71 U(x方向切削深度) R(退刀距离)
G71 P(开始序号)Q(结束序号)U(X向预留量)W(Z向预留量)F(切削速度)
二、注意事项:
- 以上须按两个程序行书写。(部分机型系统不同,详细参阅纺织手册)。
- 如不预留精车量,UW可以省略,由程式自动计算加工路线和走刀次数。
- 程序编程坐标为精加工座标
- 循环指令开始后,除第一单节要符合X递增或递减外,以后每个单节的Z向必须单方向加减,不想从事底层工作,想摆脱现状,想学习UG编程,可以加QQ群868791195学习CNC加工编程技术。
- 程序刀具待刀点的X轴坐标大于或等于循环终点X坐标。
三、请看实例:

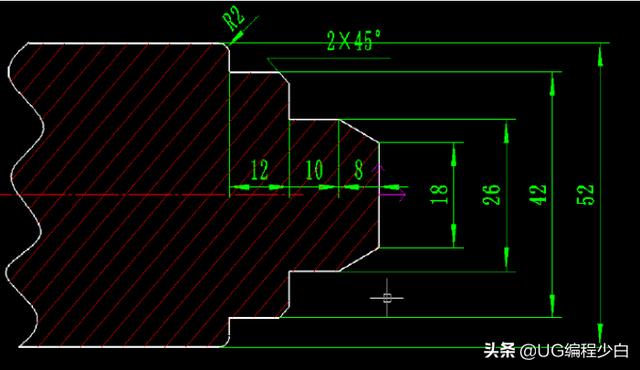
例图
编程如下:
T0101 G99
M3S1000
M8
G0 X40. Z5. (起刀点)
G71 U1. R0.5;
G71 P10 Q20 U0.2 W0.1 F0.1
N10 G0 X10. (循环开始)
G1 Z-20.
G2 X 20. Z-25. R5.
G1 Z-35.
G3 X34. Z-42.R7.
N20 X38. (退刀点,循环终了)
G0 X100.
Z100.
M30
可以看出,退刀点的X值要小于或等于起刀X值。否则程序报警,每次切终了,刀具沿45度角快速反向退刀R0.5。
和本指令相类似的指令为G72径向端面车削循环。
格式如下:
G72 W(Z向切深) R(退刀量)
G72 P(开始序号)Q(结束序号)U(X向预留量)W(Z向预留量)F(切削速度)
具体用法请参考G71的使用或查询系统手册。编程时要注意两个指令都需要单调性递增或递减。