原创 Vcad
很多结构由于规范的配图尺寸不完整,造成很多时候尺寸确定以及控制要点没有出处,个人自由发挥,导致有时候结构不合理。笔者建议参考相关规范,尽量做到有依据。
对于一些常用的结构总结如下:
1. 换热器凸肩高度
GB151.3-附录I.1g)节点图,未标明h的值和R角。

此时可以参考ASME VIII I -2021, Figure UW-13.3

h为19或者1.5倍筒体厚度的大值,且不超过50mm。
2. 换热器管板的R角
GB151.3-附录I.2c)节点图,未标明R的值。

可以参考PD5500表D.4,R为max(0.25*壳体厚,5).


3. 整体补强锻管的圆弧
在GB150.3中,下图节点并未表示R1和R2的圆角。

根据ASME Figure UW16.1,常规锻管Radius大于等于3mm,90度翻边对接的锻管,一般为R2=最小R19.

4. 带颈对焊法兰的R角
ASME VIII I强制性附录2,法兰颈部的圆滑过渡r,一般取值为0.25*大端厚度且不小于5mm(GB150.3中为4.5mm)。一些大直径的法兰,大端厚度比较厚时,其值会比较大。
当我们用NB47023的法兰时,其R角完全符合规范要求。

但是当管法兰做设备法兰时,其r值可能不够。比如对于美标法兰法兰型号为WN 600-1500RF s=24时,法兰规范只是R>=4.5, 而按照GB150或者ASME,R应该为>=25mm。

5. 从切线开始削边吗?
当封头厚度大于筒体厚度时,GB150.3 D.2.2的节点表达的意思是应该从切线开始削边吗?

一般来说,从受力分析和加工便利性角度,都没有必要从切线削边,规范的意思应该理解成,最多从切线开始削,不允许削到封头切线右侧(曲线部分),并且要保证1:3削边。
当直边长度比较长,大于L时,可以参考GB150.4的6.5.3,按照B类焊接接头的处理即可,完全没有必要从切线削很长的过渡。

当直边长度小于1:3削边长度L时,应当适当加长直边长度,或者采用焊缝覆盖的方式。
对比类似的节点,ASME VIII I的图UW13.1,与GB150.3不同的是,并未表示焊缝的位置。
其中注6也表示了:封头的直边长度为max(min(3th,38),L)。当th<=1.25ts时,直边应有足够长度以适应任何所需斜面要求。

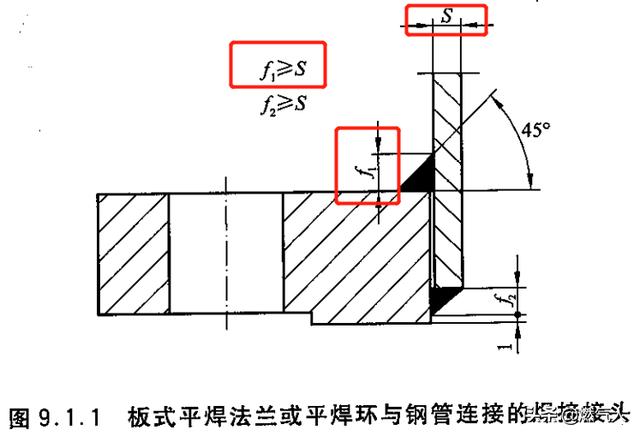
6. 板式法兰的焊接节点
HG/T20592的板式法兰焊接,f1>=S
HG/T20615中,配了一个板式平焊法兰节点,其角焊缝高度不同,f1>=1.4S。
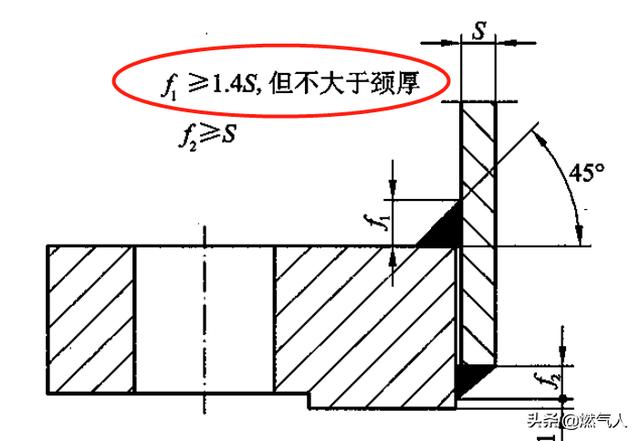
按照GB150.3,图7.2的板式法兰焊接,其腰高为接管厚度,角高应大于等于1.4倍壁厚。建议其焊接应该以GB150.3的要求为准。
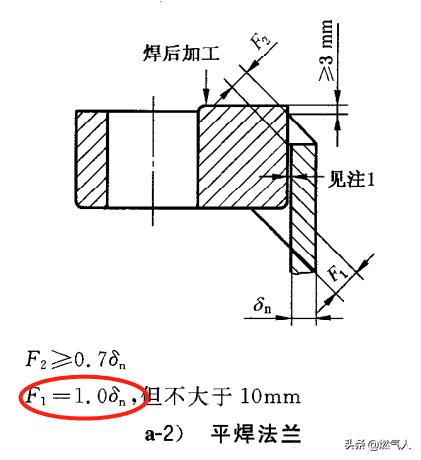
角高为1.0倍壁厚,一般当做松式法兰。
角高为1.4倍壁厚,一般当做任意式法兰,可以按照整体法兰考虑。
对于SO法兰,一般采用如下的焊接节点:

比较容易被忽视的是,有些SO法兰的颈部厚度小于1.4S,此时应该焊脚高为颈部厚度。
7. 接管内部倒角

一般来说,此处的R角为3mm,不过在以下工况,应该取0.25倍接管厚度和19mm中的小值。

比如在湿H2S工况中,接管倒角一般会稍微大点。
同时应当注意到,从应力分析角度来说,内倒角并不是越大越好,外倒角一般来说越大越好,但是也要注意加工成本。
8. 厚壁管法兰颈部坡口
对于大于22mm厚度的接管配管法兰,一般按照HG20516的要求,开如下的坡口焊接。此处的H没有值。

可以在美标大直径法兰处找到,第346页,厚度为20mm,

在ASME B 16.5中H=19mm,更有不同的是,在坡口的两个角度变化的地方,需要最小3mm倒角过渡。此处由于GB中未有要求,在设计ASME设备中,容易被忽视。






