加工准备

1、读零件图的方法和步骤读零件图的一般步骤是:一看标题栏,了解零件概貌;二看图形,想象零件结构形状;三看尺寸标注,明确各部大小;四看技术要求,掌握质量指标。(1) 看标题栏是为了详细了解零件的名称、材料、质量、画图的比例等。(2)看图形是根据各种视图来想象零件的形状。识读零件的内、外形状和结构,是读零件图的重点。组合体的读图方法(包括视图、剖视、剖面等),仍然适用于读零件图。.(3) 看尺寸标注是分析零件各部分的定形、定位尺寸、零件的总体尺寸,以及注写尺寸时所用的基准。(4)看技术要求是要准确地掌握零件质量要求指标,如表面粗糙度、公差与配合、热处理方式等内容,以便合理地安排加工工艺注程。(5)综合考虑。把读懂的结构形状、尺寸标注和技术要求等内容综合起来,就能比较全面地读懂零件图。有时为了读懂比较复杂的零件图,还需参考有关的技术资料,包括该零件所在部件装配图中的位置以及与它相关联零件的图样。

数控铣床加工的工艺知识
工艺规程制定的步骤及方法(1)零件的工艺分析1、分析及研究产品的装配和零件图。对于装配图的分析和研究,主要是熟悉产品的性能、用途和工作条件,明确各零件在产品中的相互装配位置及作用,了解零件图上各项技术条件制定的依据,找出其主要技术关键问题,从而为制定正确合理的工艺规程奠定基础。对于一般零件的工艺规程制定,可以不进行装配图的分析研究。
对零件图的分析研究主要是对零件进行工艺审查;1)、零件图的完整性与正确性分析 2)、 零件技术要求分析 3)、 尺寸标注方法分析 4)、 零件材料分析2、零件的结构工艺性分析。零件结构工艺性是指所设计的零件在能满足使用要求的前提下制造的可行性和经济性。好的结构工艺性会使零件加工容易,节省工时,节省材料。差的结构工艺性会使加工困难,浪费工时,浪费材料,甚至无法加工。

(2)选择毛坯.
毛坏的确定包括确定毛坯的种类和制造方法两个方面。常用的毛坯种类有铸件、锻件、型材、冲压件及焊接件等。
一般来说,当设计人员设计零件并选择好材料后,也就大致确定了毛坏的种类。
确定毛坯时主要考虑的因素是;
1)、零件的材料及其力学性能。材料和力学性能在一定程度上影响毛坯的种类。如力学性能要求高的钢件,其毛坯最好用锻件而不用型材。
2)、生产类型。不同的生产类型决定了不同的毛坯制造方法。在大批量生产中,应该采用精度和生产率比较高的先进的毛坯制造方法。单件小批量生产则- -般采用手工造型自由锻等比较简单方便的毛坯制造方法。
3)、零件的结构形状和外形尺寸。在充分考虑了.上述两项因素后,有时零件的结构形状和外形也会影响毛坏的种类和制造方法。
在考虑上述因素的同时,不应当脱离具体的生产条件。如现场毛坯制造的实际水平和能力,毛坯车间近期发展情况以及由专业化工厂提供毛坯的可能性。
(3)工艺路线的设计
设计工艺路线是制定工艺规程的重要任条之一,其主要内容包括确定加工方法,确定定位夹紧方案,安排加工顺序,以及安排热处理、检验及其他辅助工序等。设计者应采用从生产实践中总结出来的一- 些综合性的工艺原则,结合实际的生产条件提出几个方案,进行分析对比,选择经济、合理的最佳方案。
1)、加工方法的选择。每一种表面都有多种加工方法,具体选择时应根据零件的加工精度、表面粗糙度、材料、结构形状、尺寸及生产类型等选用相应的加工方法和加工方案。
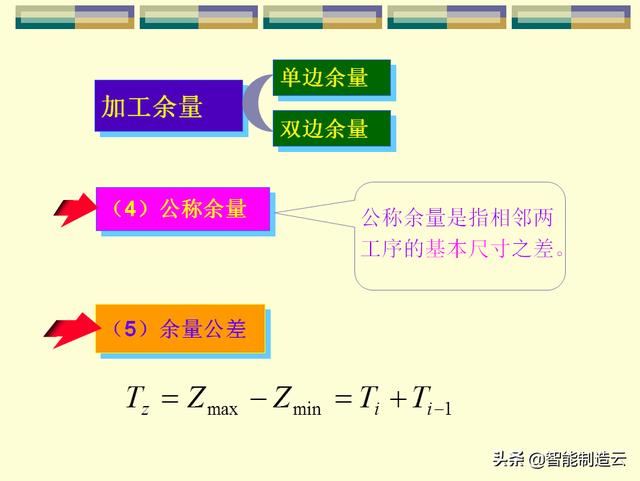
2)、加工阶段的划分。当零件的加工质量要求较高时,应把整个加工过程划分成几个加工阶段。- -般可分为粗加工、半精加工(细加工)和精加工3个阶段。有时在精加工之后,还有专门的光整加工阶段。如果毛坯加工余量
特别大、表面非常粗糙时,在粗加工之前还要安排荒加工。
,