一:面加工类型
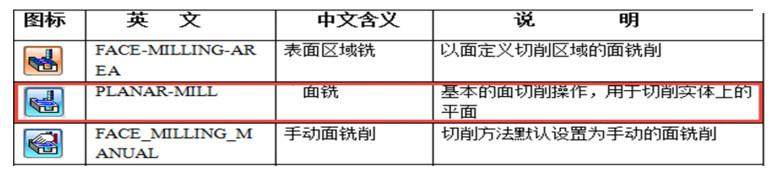
“面铣”属于平面铣加工类型中的一个特例,在以上类型这三种都是,我们只需掌握第二个 FACE_MILLING 即可
面铣的加工对象是边界,是以曲线/边界来限制切削区域的。它生成的刀轨上下一致。通过设置不同的切削方法,平面铣可以完成挖槽或者是轮廓外形的加工。平面铣用于直壁的,并且岛屿顶面和槽腔底面为平面的零件的加工。对于直壁的、水平底面为平面的零件,常选用平面铣操作做粗加工和精加工,如加工产品的基准面、内腔的底面、敞开的外形轮廓等。
二:面铣

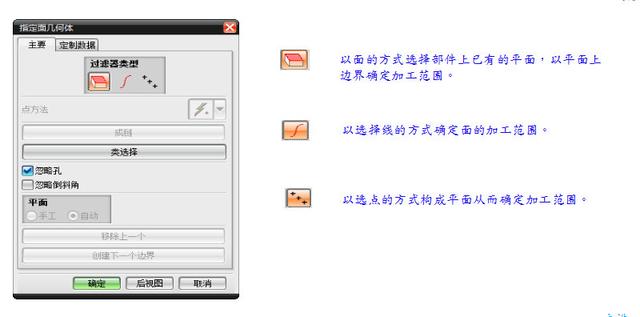
三:平面选择方法
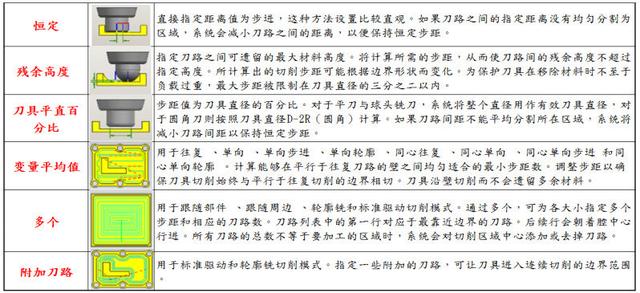
四:切削模式

五:步距
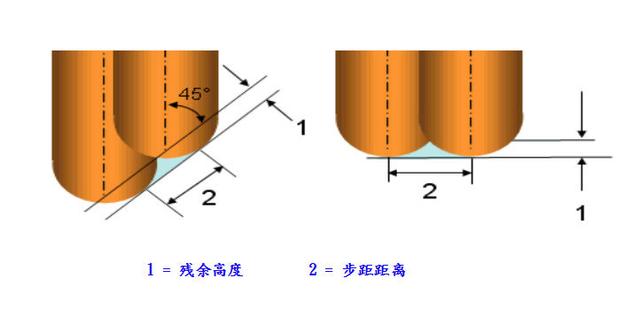
六:残余高度图解
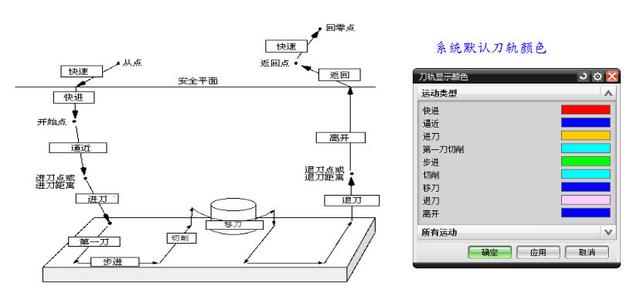
七:刀具轨迹分析
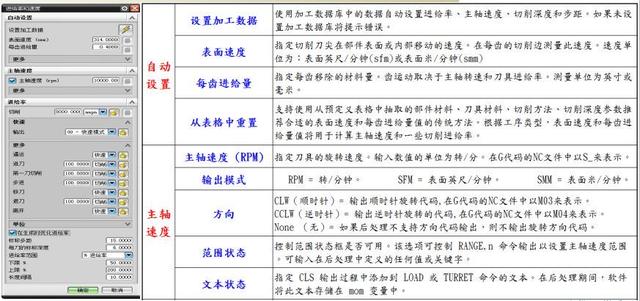
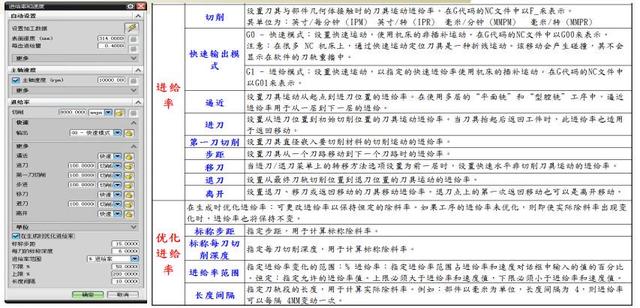
八:进给和速度
九:切削参数
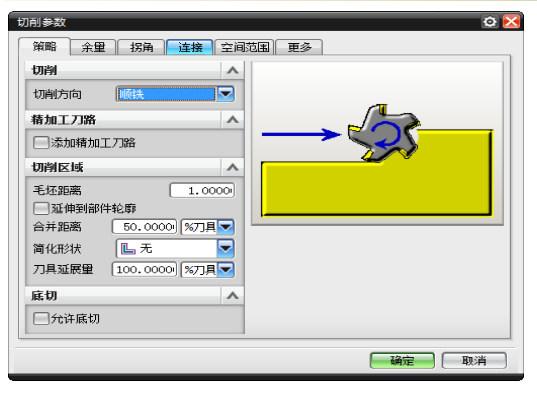
切削参数用于设置刀具在切削工件时的一些处理方式。它是每种操作共有的选项,但某些选项随着操作类型的不同和切削模式或驱动方式的不同而变化。
在操作对话框中选择切削参数图标图标进入切削参数设置。
切削参数被分为6个选项卡,分别是策略、余量、拐角、连接、空间范围、更多,选项卡可以通过顶部标签进行
十:切削方向

十一:刀路方向

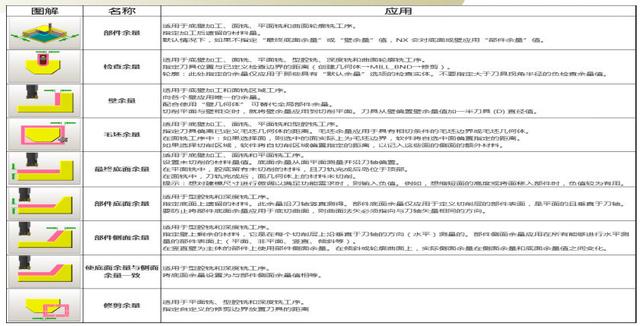
十二:余量
十三:公差
指定刀具可以偏离部件表面的距离。内公差和外公差值越小,所允许与曲面的偏离度就越小,并可产生更光顺的轮廓,但是需要更多的处理时间,因为这会产生更多的切削步。请勿将两个值都指定为零。

十四:刀具补偿
G41为左偏刀具半径补偿,定义为假设工件不动,沿刀具运动方向向前看,刀具在零件左侧的刀具半径补偿,如下图(a)。
G42为右偏刀具半径补偿,定义为假设工件不动,沿刀具运动方向向前看,刀具在零件右侧的刀具半径补偿,如下图(b)。希望可以帮到你!






