以下图为例,内孔上均布10个R15的缺口,需要铣削,在不考虑刀具半径、仅仅精铣的情况下,我们可以使用G68代码和子程序完成。也可以使用G68代码的宏程序完成。下面进行简单的演示:


主程序
O0001
T1M6
S1000 M03
M08
G54 G90 G0 X0 Y0
G43 H1 Z2
M98 P100
G68 X0 Y0 R30
M98 P100
G68 X0 Y0 R60
M98 P100
G68 X0 Y0 R90
M98 P100
G68 X0 Y0 R120
M98 P100
G68 X0 Y0 R150
M98 P100
G68 X0 Y0 R180
M98 P100
G68 X0 Y0 R210
M98 P100
G68 X0 Y0 R240
M98 P100
G68 X0 Y0 R270
M98 P100
G68 X0 Y0 R300
M98 P100
G68 X0 Y0 R330
M98 P100
G69
G00 X0 Y0 Z25
M09
M30
子程序
O100
G00 X104.725 Y15
G02 X104.725 Y-15 R15 F100
G00 X0 Y0
M99
相信以上的程序应该大部分人都明白,我就宏程序进行简单的讲解。
O0001 程序名
T1M6 换刀T1
S1000 M03 设定转速,转向
M08 切削液开
G54 G90 G0 X0 Y0 G54坐标系,绝对值编程,快进至X0 Y0点
G43 H1 Z2 1号刀具补偿
#1=30 设定角度分度30。12个缺口,所以分成30度每个
#2=0 变量起始为0
#3=104.725 X向铣削开始和结束的点104.725
#4=15 Y向铣削开始和结束的点15
#5=15 铣削的半径是15
N10
G68 X0 Y0 R#2 利用G68设定角度变化和中心点位置
G00 X#3 Y#4 快进到铣削起始点
G02 X#3 Y-#4 R#5 F100 精铣削缺口
G00 X0 Y0 快进至0点
#2=#2 #1 变量自变化
IF[#2LT350]GOTO10 判断是否结束
G69 取消G69
G00 X0 Y0 Z25 退刀
M09 切削液关
M30 程序结束
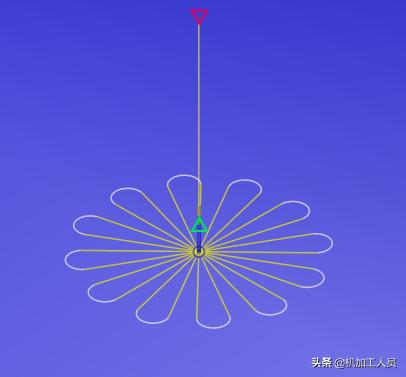
宏程序的好处就是在相同情况下,可以缩减编程的长度,另外在外形大底相同的情况下,可以通过参数改变,进行铣削加工。比如所你想做是10个缺口,那么就需要把#1= 36,然后你就发现,缺口变化了,好处大大的。
关注我,给你更多的宏知识
,