弹簧基本类别
1. 压簧 图A示如下:

2.拉簧 图示如下:

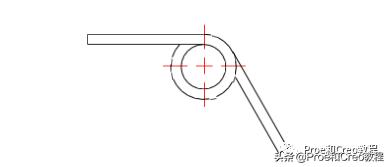
3. 扭簧 图示如下:
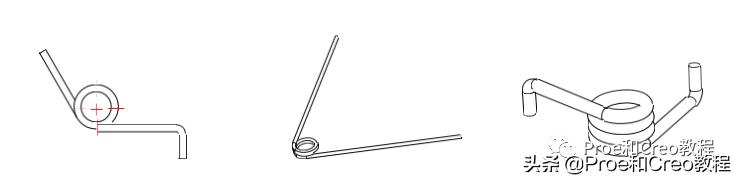
4. 电池弹簧 图示如下:

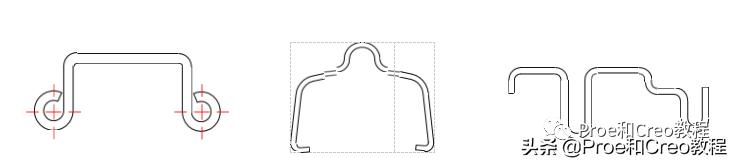
5. 多形状弹簧(又称异形弹簧或支架弹簧) 图示如下:
线材常见类别

2. SWC----高
SWB----中 碳钢线(高、中、低指的是线材的碳含量,SWC 最高、SWB、SWASWA----低 分别次之。)
3. SWIC 线(镀叻钢线)指 SWC 表面镀镍,其表面颜色同 SUS NI 接近。
4. P.COPPER: (磷铜线)
5. SWPB(琴钢线)、白锌线、镀锌铜线、沿水线等特殊线材比较少用。
常见线材的特点
1. SUS 不锈钢
优点:正常情况下不生锈,SUS NI 可以上锡。
缺点:相对碳钢线弹力弱
2. SWC 碳钢线(我司生产一般称之为碳钢线。)
优点:弹力强耐疲劳
缺点:时间长会生锈,不能上锡。如果要上锡就一定要电镀。如无需上锡一般要求加防锈油以防止生锈
3. SWIC(镀叻钢线)
优点: 弹力较强、 耐疲劳且可以上锡, 解决了某些弹簧要上锡而又不方便电镀的问题。 缺点:切口会生锈(由于含碳)弹簧本身不能沾水(除油),否则很快就会生锈。
4. SWPB(琴钢线)
Piano Wire 是碳钢线中的一种特殊线材,一般指φ0.2mm 或以下的线材。当然粗
线径的琴钢线也是有的,但如非客户特别要求一般不会使用。
5. P.Copper(磷铜线)
铜线本身镀电性较高、电阻较低、但加入磷后, 会较为硬身、有弹力、且导电性强。
常见线材热处理之后的变化
1. 热处理:一般来讲,我们所有的产品都会进行热处理(除非客户特别要求或其他一 些另有规定的弹簧)
目的:消除内应力,使其形状固定。
作用:保持原有形状,增强硬度,延长使用寿命,不易疲乏。
颜色:一般来讲,碳钢线要求热至金黄色或黄色,如因线材问题无法达到要求,那 热处理的温度一定要达到规定之要求。 不锈钢线对颜色无特殊要求,但要注意热处
理温度。
2. 常用材料热处理后的变化

备注:磷铜线、青铜线、镀锌线一般情况下不用热处理。 (客户要求除外)
SUS NI 线热处理后,有时无变化。
常见线材如何区分
一般的 SWC、SUS 可用肉眼区分。黑色的是 SWC,灰白色的是 SUS;但 SWIC 和 SUS、 SUS NI 线材肉眼不能分辨,所以采用以下方法:
1. 热处理(请参阅上节热处理变化一节);
2. 用沙轮打磨:SUS、SUS NI 线轻轻打磨无火花;SWC、SWIC 线轻轻打磨有火花。
圈数
1. 座卷:指弹簧作用时接触面之圈。
2. 有效圈:指弹簧的工作圈数,即有作用力的圈数。
a)压簧的有效圈数:指总圈数减座圈(密圈)后的剩余圈数。

压簧有时工程设计原因,会在两端有密圈要求, 此时有效圈应为总圈减去密圈总数。
b)拉簧的有效圈:即肉长圈数

c)扭簧:肉长圈数和总圈数相等(肉长指有效圈数)

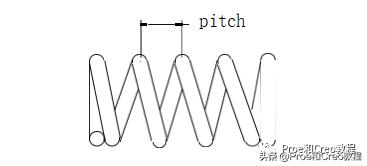
3.间距:卷与卷之空间叫“Pitch”(即间距)。
转向
弹簧分左右转两种
右旋:由下至上按逆时针方向旋绕者(即正面而言右边较高者)。
左旋:由下至上按顺时针方向旋绕者(即正面而言左边较高者)。
弹簧指数:SI=D/d(D 表示外径,d 表示线径。)
一般来讲,弹簧指数在 5~12mm 之间比较适合生产。如在 5 以下生产很困难,因弹簧 本身变得很硬。如在 12 以上生产会不稳定,因为弹簧会变得很软。但这些因素在日常生 产中可视线径大小而有少许变更。熟记弹簧指数以便随时应用。

公差
公差指公众许可的误差,公差分一般性公差、指定公差、累积公差等。
一般性公差时,长度为±0.1、角度为±3°,力度为±10%;指定公差:指客户特别 要求的公差。有时会出现不合理现象。比如:力度公差在±5%以下,长度公差在±0.05
以下等;累积公差:一般指比较复杂的多形状弹簧或支架弹簧的总长公差。公差也要视
乎生产情形而定,并非一成不变的。
如下图:

A 处公差即累积公差,最低要求±0.5。
荷重和弹簧要素之间的关系
1. 压簧:称之为压力弹簧。其它尺寸相同的情况下,尺寸与力度的关系:外径越大、压
力越小;高度越矮、压力越小;圈数越多,压力越小(圈数指有效圈)。
2. 拉簧:称之为拉力弹簧。其它尺寸相同的情况下,尺寸与力度的关系:外径越大拉
力越小;圈数越多、拉力越小。
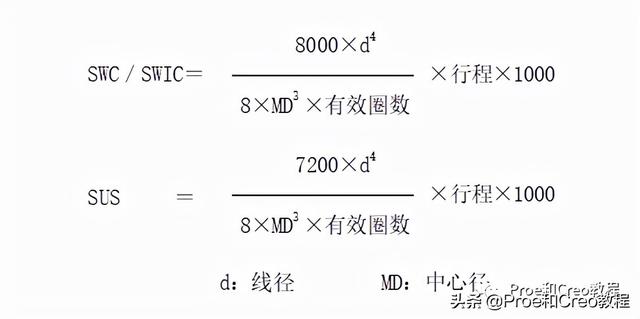
力度公式计算
材料净重计算方法
d2 ×19.3(系数)×OD×总圈数÷1000(得出结果单位为 g)
(直线计算方法:d2 ×0.0068×长度)
外观处理
1.可以防锈及增加美观
2.电镀
a) 镀锌(Zn)
b) 镀镍(Ni)
c) 镀银(Ag)
d) 镀铜(Cu)
e) 镀金(Au)
图纸基本概念与认识
1. 图纸的定义:
图纸的产生,是基于客户需要一种适合他们产品、透过图纸进行绘制,以表达所需 产品的要求,可说是一种客户与供应商相互沟通的文件。
当专业制造商收到客户相关图纸,必须进行一系列查阅工作。原因是因为客户需要的 产品,是否可以通过自己绘制的图纸完整的将制造商生产所需条件清楚的表达出来。这 是基于绘图者对绘图的基础及对产品基础、生产可行性的认识来决定的。因此专业制造 商有责任对客户提供专业辅导及相应的沟通。


三角法与一角法:
对图纸的“看法”分为三角法与一角法或称为第三象限及第一象限,但近十年来,三角法已被普遍使用。
a) 三角法

b) 一角法

4. 公差
公差指的是公众认可的误差。现今,通用的有 JIS、AIS、EIS 等国际标准,而我厂则 以 JIS 2704 作为生产基准。对图纸公差而言,一般只分两种:(一)一般性公差、(二) 指定公差。
5. 如碰上特殊情况,需要由本公司人员判断取舍,则比对如下:
a) 三角法、一角法同时出现于图面上无法判定时,则以三角法为依归而图象可以 基于三角法或一角法能否接连为取向。
b) 如文字与图示有出入的状况下,以图示为依归。 (但必须与客户达成共识)
c) 如图纸尺寸及角度无指定公差,则以一般性公差为基准。
d) 如图纸尺寸及角度有一般性公差及指定公差,则以指定公差为基准。
e) 如图纸尺寸角度无任何公差,基本上是不可能生产,因为极有可能成为争议数 据,最终导致退货。
f) 生产尺寸及角度基本以公差中间数为生产基准。
g) 争议性公差:当产品尺寸或角度在公差范围上限或下限边缘,就是属于争议性 公差。
机台生产情况简述
1. MEC 拉簧机
线径:φ0.15~φ1.0 mm
2. CNC 电脑数控弹簧机
线径:φ0.15~φ5.0 mm
3. 电脑数控压簧机
线径:φ0.12~φ3.0 mm
4. 扭簧机
线径:φ0.15~φ1.0 mm
各类弹簧的测试要点注意事项以及不良现象
1. 压簧:注意该类弹簧的高度、内外径、同轴度、收腰、披锋、圈距不均匀等。
2. 拉簧:注意耳仔角度、入中耳仔的入中位、耳仔不可超出本体、两耳之间的夹角 及钩部开口尺寸等。
3. 扭簧:切口披锋、密圈不密、折角易断、模具压痕、平面度等。有时扭簧会出现 打空机的现象,要多注意。
4. 电池弹簧:切口一定不能高于平面,不能刮手、折角位易断、平面度不稳、本体 偏移、披锋等。电池弹簧以 SWIC 生产时, 正、负极弹簧要在开机前试上锡, 生产 过程中不能有油污,切记 SWIC 线不能除油。
5. 多形状弹簧:披锋、平面度、折角位易断等不良现象。注意此类弹簧易缠绕,尽 量控制开口超过线径的一半。
6. 各类弹簧测试时注意要平行。例: 测压簧时轻轻下压,慢慢放开直至跌落的一瞬 间,即为弹簧的高度。
当然,本文源文档都给大家准备好啦
1、【500G】全套资料已备齐
2、十年产品结构工程师,企业实战模型分享(含模型树模型文件)
3、Proe/Creo3.0/4.0/5.0全版本软件安装包(含详细安装视频)
(1000篇文档以及海量产品设计教学视频获取,请私信小编回复“资料”两个字,自动领取)
,




