铝及铝合金的电化学氧化
将铝及铝合金置于适当的电解液中作为阳极电解处理,称为阳极氧化。铝及铝合金阳极氧化膜层厚度可达几十至几百微米,其耐蚀性、耐磨性及装饰性等比原金属或合金有明显的提高。采用不同的电解液和工艺条件,可获得不同性能的氧化膜层。
表1铝及铝合金的化学氧化工艺

注:配方l适用于纯铝及铝锰、铝镁等合金,但不适合含铜量高于4%的铝合金,膜0.5~1μm;
配方2适用于含铜的铝合金,但不适合含镁量高于5%的铝合金;
配方3适用于大多数铝合金,也适用于硬铝合金;
配方4膜呈无色至带黄绿的灰蓝色,厚0.5~5μm,致密,硬度及耐蚀性高,需封闭处理,适于各种铝及铝合金;
配方5膜薄,呈无色至彩虹色,适用于处理后需变形的零件,也适合铝铸件,不需封闭处理;
配方6制取铬酸盐膜转化工艺,适用于转化膜后需涂装处理的铝薄板卷材。
铝及铝合金阳极氧化膜形成机理
铝及铝合金阳极氧化的电解液一般为具有中等溶解能力的酸性溶液,如硫酸、草酸等。将铝件作为阳极,铅板作为阴极,通以直流电,电极反应为水的放电,生成初生态原子氧[O]。由于[O]具有很强的氧化能力,在强大的外电场力作用下,会从电解液/金属界面上向内扩散,与铝作用形成氧化物并放出大量的热。反应多余的氧则在阳极以气体状态析出。由于在酸性溶液中氧化膜的生成和溶解是同时进行的,只有当膜的生成速度大于膜的溶解速度时,膜才不断增厚。其形成过程可利用阳极氧化测得的电压一时间曲线进行分析,如图1所示。整个阳极氧化的电压一时间曲线大致可以分为三段。
①第一段:无孔层形成通电开始的几至十几秒时间内,电压随时间急剧上升至最大值,该值称为临界电压(或形成电压)。说明在阳极上形成了连续的、无孔的薄膜层(阻挡层)。
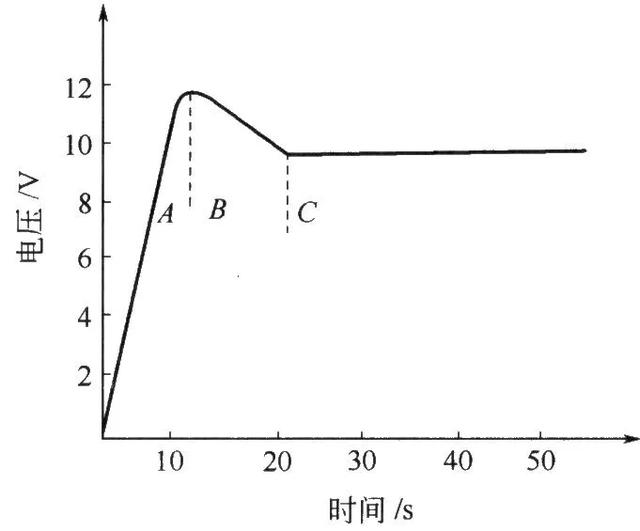
图1阳极氧化特征曲线
此膜具有较高的电阻,因此随着膜层的加厚,电阻加大,槽电压急剧直线上升。无孔层的出现阻碍了膜层的继续加厚,其厚度与形成电压成正比,与氧化膜在电解液中的溶解速度成反比。在普通硫酸阳极氧化时,采用13~18V槽电压,则无孔层厚度约为0.01~0.015μm。该段的特点是氧化膜的生成速度远大于溶解速度。临界电压受电解液温度的影响很大,温度高,电解液对膜层的溶解作用强,无孔层薄,临界电压较低。
②第二段:膜孔的出现阳极电位达到最高值以后,开始下降,其下降幅度为最大值的10%~l5%。这是由于电解液对膜层的溶解作用,使氧化膜最薄的局部产生孔穴,电阻下降,电压也随之下降。氧化膜有了孔隙之后,电化学反应可继续进行,氧化膜继续生长。
③第三段:多孔层的增厚此段的特征是氧化时间大约20s后,电压开始趋于平稳。此时,阻挡层生成速度与溶解速度达到平衡,其厚度保持不变,但氧化反应并未停止,氧化膜的生成与溶解仍在每个孔穴的底部继续进行,使孔穴底部向金属内部移动,随着时间的延长,孔穴加深形成孔隙和孔壁。由于孔隙内电解液的存在,导电离子便可在此畅通无阻,因此在多孔层的建立过程中,电阻值的变化并不大,电压也就无明显的变化,反映在特性曲线上是平稳段。多孔层的厚度取决于工艺条件,主要因素为温度。在阳极氧化过程中,由于各种因素的影响,使溶液温度不断提高,对膜层的腐蚀作用也随之加大,不仅孔底,也使孔口处膜层及外表面膜层的腐蚀速度加大,因此多孔层厚度增长变慢。当孔口膜层的腐蚀速度与孔底处的成膜速度相等时,多孔层的厚度就不会再继续增加,该平衡到来的时间越长,则氧化膜越厚。在氧化膜的生长过程中,电渗起着重要的作用,使电解液在膜孔内不断循环更新。

图2电渗流过程示意
电渗产生的原因可解释为:在电解液中水化了的氧化膜表面带负电荷,而在其周围的溶液中紧贴着带正电荷的离子(如由于氧化膜的溶解而存在大量的Al3 ,因电位差的影响,带电质点相对于固体壁发生电渗作用,即贴近孔壁带正电荷的液层向孔外部流动,而外部新鲜的电解液沿孔的中心轴流入孔内,促使孔内的电解液不断更新,从而使孔加深扩大,如图2所示,沉积不同。
铝及铝合金阳极氧化工艺
铝及铝合金的阳极氧化工艺过程可分为:表面前处理、阳极氧化、着色处理(非装饰性制品可不进行着色)及封闭处理。
(1)硫酸阳极氧化工艺
普通硫酸阳极氧化可获得厚度为5~20μm、吸附性较好的膜层,该法的槽电压低、维护方便,节约能源、成本较低,允许杂质含量范围较宽。它主要用于铝件的防护和装饰,但不适用于孔大的铸铝件、点焊和铆接组合件。常用的有直流电解和交流电解两种工艺,直流法采用硫酸100~200gL,阳极电流密度为0.8~1.5A/dm2,温度为l5~25℃,电压l0~25V,时间20~40min;交流法采用硫酸l0%~20%,阳极电流密度为1~3A/dm2,温度为20℃,电压20~50V,时间20~40min。
(2)硬质阳极氧化
硬质阳极氧化又称厚层阳极氧化,氧化膜的厚度可达250μm。膜层具有硬度大、耐磨、绝缘、耐热、耐蚀等特点。表2列出硬质氧化膜与普通氧化膜特征比较。获得硬质阳极氧化膜可采用的电解液很多,常用的有硫酸、草酸、丙二酸、苹果酸、磺基水杨酸等。常用直流电源,还可采用交流、直流叠加及各种脉冲电流。为了得到硬度高、膜层厚的氧化膜,在氧化过程中采用压缩空气搅拌及较低的温度,一般保持在一5~ 10℃范围内。表3列出硬质阳极氧化工艺规范。
表2硬质氧化膜与普通氧化膜特征比较

对于硫酸硬质氧化工艺来说,硫酸的浓度对氧化过程影响极大,当硫酸的浓度较高时,氧化膜的生长速度慢,氧化膜硬度有所降低,孔隙度大。但浓度较低时,槽液寿命短,零件易被烧坏。为了增加氧化膜的厚度,添加一定量的草酸效果较好,且溶液中不应有氯离子和钨盐、镁盐。温度和电流密度是影响氧化膜质量的重要因素。温度上升,膜的厚度下降,温度还应根据不同的合金来定。若电流密度太小,氧化膜生成速度缓慢,但过高时温度升高快,使零件产生“腐蚀”而“烧损”。硬质氧化的始末电压与时间对氧化膜质量也有很大影响,应根据铝合金成分来确定。对于含铜小于2.5%的铝合金,开始电压为5~7V,不应大于10V;对于含铜大于2.5%又含锰的合金,开始电压为20~24V,终了电压根据所需电流密度而定。
(3)铬酸阳极氧化
铬酸阳极氧化膜层较薄,大致在2~5μm,膜层较软有弹性,抗蚀性不如硫酸阳极氧化膜,不透明,颜色由灰白至深灰色,不易着色。孔隙少,不用封闭处理。此种氧化膜适用于精密零件,很少作装饰用。膜层与有机材料结合力好,可作为良好的涂装底层,并广泛用于橡胶粘接件与蜂窝结构的面板,多用于航空与航天工业。电解液组成及工艺条件为铬酐50~100gL,温度35℃±2℃,槽电压0~50V,时间30~60min,阳极电流密度(平均)0.3~0.5A/m2,对于含铜高的铝合金,温度可降至25~30℃,电压0~40V。
(4)草酸阳极氧化
草酸阳极氧化工艺能得到硬度较高和较厚的黄色氧化膜层,厚度可达60μm。不用染色就能得到不同的色彩。当铝合金成分不同时,膜层色彩可由银白至棕色。但膜层着色困难,耐蚀性不强,成本较高,电解液有毒,并且不够稳定。目前,此种工艺主要用于电气绝缘层和日用表面装饰,常用电解液及工艺为草酸3%~l0%,温度20~35℃,电压40~60V,阳极电流密度1.0~2.0A/dm2,时间40~60min。
(5)磷酸阳极氧化
铝及铝合金在稀酸溶液中进行阳极氧化处理,能得到大孔径的膜层,并可以作为金属电沉积的底层。铝合金成分的变化对氧化膜质量有很大的影响。常用电解液及工艺为磷酸3%~20%,温度30~35℃,电压50~60V,时间15~30min。如果零件是为电镀做准备,应注意阳极氧化膜在电镀前不要干燥,磷酸处理后,要清洗干净,否则会影响结合力,并需采用适当的冷却和搅拌方法,使电解液温度不能超过40℃。
(6)其他阳极氧化
经磷酸溶液阳极氧化的铝合金,与电镀层的结合力良好;铝合金在含少量硼砂或氨水的硼酸溶液中阳极氧化,可获得电绝缘性优异的氧化膜;在铬酸、草酸、硼酸的混合液或草酸、柠檬酸的混合液,硼酸和草酸钛盐的混合液中阳极氧化后,铝合金可获得仿釉效果的所谓瓷质阳极氧化膜。靠稀有金属(如钛、钍、锫等)盐类的水解作用沉积在氧化膜孔隙中的氧化膜质量好,硬度高,可保持零件的高精度和表面低粗糙度,但价格较贵,使用周期较短。混酸的瓷质阳极氧化工艺,适用于纯铝或含铜、镁较低的铝合金,膜层为银灰色、半透明,可以染色,类似聚氯乙烯塑料的外观。
,




