品质管理的核心是质量,基础是全面参与,宗旨是让客户满意,最终目的是形成一套长期成功的管理途径。总结起来,品质管理一般包含三个方面,即来料品质管理、制程品质管理、出货品质管理,企业可从以上三方面突破品质管理,寻找最优方法。本文我们就来介绍如何做好来料检验工作。
01
什么是IQC?
IQC(IncommingQuality Control)即来料品质检验,指对采购进来的原材料、部件或产品做品质确认和查核,即在供应商送原材料或部件时通过抽样的方式对品质进行检验,并最后做出判断该批产品是接收还是退换。
02
来料检验的意义
IQC是企业产品在生产前第一个控制品质的关卡,其目的是将质量控制前移,把质量问题发现在最前端,减少质量成本,达到有效控制。如把不合格品放到制程中,则会导致制程或最终产品的不合格,造成巨大的损失。IQC不仅影响到公司最终产品的品质,还影响到各种直接或间接成本。
IQC来料检验常用抽样手法
1. 层次抽样法
来货若为分层摆放或次序排列的,则可采用层次抽样法进行抽样。见下图示。如电阻、电容等贴片料多卷摆放在一起,卡通箱等分层叠放等,则适用之。

2. 对角抽样法
对于来货摆放横竖分明、整齐一致的,则可采用对角抽样法进行抽样。见下图示。如使用托盘等盛装或平铺放置的来料,则适用此法。
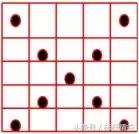
3. 三角抽样法
来货若摆放在同一平面时,则可采用三角抽样法抽样。见下图示。二中所述情况也适用此法。

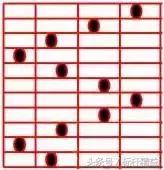
4. S型抽样法
来货若摆放在同一平面时,也可采用S形抽样法抽样。见下图示。
IQC一般主要负责对购进的材料进行质量控制,包括检验和各种数据统计分析等。常用的报表一般有检验报告,月度或年度的进料检验结果汇总,材料PPM报告,等等。报表非常多,可以借助一些软件系统进行分析处理,做到无纸化、节省人力成本,提高对品质问题的反应能力,缩短反应时间,同时可自动采集检测数据并生成IQC所需的报表,也提高作业人员工作效率。
05
工作原则
IQC是公司与供应商打交道的一个窗口,同时也是控制供应商品质的关口,IQC工作进行得如何,直接关系到本公司产品品质成本及本公司在供应商中的印象。
1. 抽样严谨
抽样检验是一个统计学概率存在风险,这种风险可能把不良品漏检而放到生产线上去,也可能把合格品判退,从而间接造成本公司的损失,所以在抽样时,一定要尽可能让样本反映母体的品质状况。在抽样计划中,根据现行的国际或国家标准,可以控制在5%以下的风险率,但在具体抽取样本的过程中,可能因个人偏好而造成母体的随机性不够,所以在抽样方法上要特别注意严谨性。
2. “客观公正”地判定品质
IQC人员经常同供应商接触形成了“情感氛围”在检验时容易形成主观的意识,造成对供应商的判定标准有差异。
受个人心情影响,心情好可能认真一点,检验和判定较为慎重;心情差可能就是一眼定乾坤。
受检验人员个性的影响,性了急的人在判定上容易主观,因此要注意客观公正。如不合格批放到制程,发生原材料问题,首先追究的是IQC人员责任。
3. 尊重供应商
4. 以综合因素来判定
在检验中,有时会遇到一些品质、时间、成本、效率上的冲突,如原材料需要紧急上线,而检验发现有一点“小问题”按原有标准不能收下,公司的采购策略是采用较低价格的物料,虽然与原定品质目标上有差异,但还是有可能收下等。
5. 尽量不要特采
6. 在检验过程中标识清晰
用标签标识来区分待检品、不良品、合格品等,最好是贴在有颜色的标签以示区分。
06
生产部门投诉来料质量有问题IQC咋办
某公司,生产部门确实发现了来料中存在质量问题,投诉了IQC(来料质量控制)部门,如果你是IQC部门相关责任人,该如何处理?以下是网友们的不同处理方式及想法,仅供学习参考,欢迎留言交流。
风格一:法外有情
(路人甲)首先,你要和生产工程师处理好关系,其次要分析来料不良的原因,主要是IQC的监控漏洞,做品质的就是一种问题只能出现一次,还有就是不能让产线投诉你常规的问题,来料抽检的时候总会有不良品流到产线的,最主要要看不良率的,也就是说,你要给产线定个比例,超过比例了就要处理,没超过比例就别理他投诉,做工厂品质的有三个要点:依据、证据、和底气。
(路人乙)支持你的观点。我有亲自经历呀,当初我是以ISO专员调做品质主管,虽然懂工作运作,但是对产品不熟悉呀。刚开始管理品质时只懂标准框架,没产品品质管理没经验的,原管理品质的人员调去管理生产了,我们成为对手,但是我又要向他学习,刚开始初他们嘲笑和欺负呀,只能忍着。后来我就每天在现场学习呀,几乎没坐下来过休息过,我就是要争一口气,我相信自己是可以做好的。 所有的产品从来料到出货,我都是亲力亲为呀,累得瘦了圈呀。年终老板娘给了我三个红包,算是没白干呀。
我现在不管品质,只是维护ISO体系正常运行。现在我们公司的来料不良如果流到生产线了,生产线开具《制程品质异常单》给IQC组处理的, 具体就是一个内部品质改善要求吧,IQC组必须提出原因分析和相关改善对策的。
(路人丙)先看看是什么不良,是否影响装配。如果不影响的话,和生产线好好沟通。如果生产线拒收,应和工程师确认,看是否可放宽。如果还是拒收,和供应商商量解决办法,一定要保证产线正常的生产。同时还要看看,是否次缺陷列在IQC检查项中,如果没有,在检查表中增加此项。
风格二:有法必依
(路人丁)你们厂的流程怎么样的,就怎么样做了。作为你们日常的工作,这个还有必要讨论啊?
(路人戊)我们公司是首先由IPQC开制程异常品质单,然后由生产工程人员确认原因分析,如果确定是原材料的问题,在转到IQC,由IQC开具供应商品质异常单知会供应商处理。这个处理要结合库存、产线需求状况,包括很多种方式:选用、退货等。
(路人己)车间反映原材料不良后,要求其提供不良比例,然后由IQC进行抽检确认,达到受入标准车间继续使用,没达到标准退回仓库后做不合格品处理。
风格三:有理有据
(路人庚)生产线投诉,现在首先确认是否真的是来料异常,如果是我们会首先把当时检验物料的检验员拉到现场确认,让其知道是自己的失误,下次他们会注意控制,然后再搞定临时应付生产计划达到率,把此不良物料退回,换别的厂家或同厂家不同批次的再确认是否有同样问题,有就换别供应商,没有就使用,退回仓库的物料再退供方并提供一份实物图片和异常单给供应商整改,车间开异常单给外检,如果相片OK的话,他们一般是不会开的,如果开了,那就等供应商回复的整改报告给车间一份了事,后续会让供方现场确认,让供应商、车间工艺、生产工程师一起确认就好了。如果供应商不来,那么就安排车间挑选或返工,相关费用由供应商承担,并且有质量保证协议进行处罚,为了部门质量降成本。呵呵
(路人辛)首先我感觉这个问题首先要考虑本公司的目前产量所需要的物料量,以确定我们在供应商销售的地位,这样我们可以制定一个合理的产线原损不良率。因为如果我们用料不多或者种种原因,你定的太高人家供应商不会理你,所以说这个原损不良率首先要确定,质量协议里面要体现。
接下来就要看产线的反馈了,原则上如果超过这个原损率(有时候也会规定比方连续出现3个同样问题或者累计出现5个同样问题)那么我们就要分析是不是我们的检验方案需要更改,应为目前的检验方案已经不能保证流水线正常的生产,但是最重要的是将问题反馈给供应商,让他们整改。
如果没有超过原损不良率那么只要将不良品退给供应商更换合格品就可以了,适当的可以建议供应商进行整改。降低不良率。
最最忌讳的就是不管车间出现多少个不良的就天天质问IQC,这是非常没有道理的,且不说抽检本来就无法保证100%批量合格,就算是全检,视觉疲劳之类的因数摆在在这里,真的很难保证。如果是批量不良,而且该问题在检验项目之内,那么显然是IQC的责任。
风格四:顺水推舟
(路人壬)我觉得应该先让IPQC去处理,把不良的退下产线,再让IQC去处理后续问题。
(路人癸)看情况哦,没超标的话,产线把不良品走正常流程退原材料不良处理。
超标的话联系供应商挑或返工。供应商不能来就看双方如何协议的,由产线或IQC做这些,费用转嫁供应商。
我们一般是进厂的自己来挑的,因为我们是自有品牌,材料就是多品种小批量,求偿是不现实的。
(路人A)投诉分很多种的,一种是IQC能解决的,IQC可以跟产线的物料商量材料按照材损退,如果投诉材料不良的比率超过了一定比率,IQC通知SQE来确认,并让SQE通知供应商。我们家如果产线小抱怨材料问题,那么IQC可以自己解决,如果材料很多发生异常了,必须告知SQE,让SQE确认后,通知供应商。
风格五:一起玩完
(路人B)我们公司碰到这样的问题就是先对检查员进行罚款,再对工程师进行罚款,然后再责成SQE工程师罚供应商的款。最后的结局我相信是我们公司自己完蛋。
,




