
64式手枪左视图
64式手枪是我国自行研制的第一种手枪,主要配备于部队中高级指挥员及公安干警 。 该枪以其小巧轻便、外形美观、便于隐蔽携带、易于维护保养、射击可靠性好和精度高等优点而广受青睐。
因该枪发射声响小,被民警爱称“小砸炮”;又因我国军工企业曾生产有一款外观装饰豪华的64式工艺礼品手枪,作为礼品赠送国外要人,故爱称其为"将军手枪"。

64式工艺礼品手枪
装饰豪华的64式工艺礼品手枪外观镀金,套筒(枪身上部能向后拉动的组件,称为套筒,也称为枪闩)表面镶嵌有各种颜色的宝石,套筒座(下部能握持的组件称为套筒座,也称为发射机座、底把)表面上部镶嵌长方形宝石块,该宝石块内雕刻有红楼梦中的美女——金陵十二钗的人物,但需用放大镜才能观察到这些栩栩如生的人物形象。此外,握把护板由景泰蓝制成,其上绘制有龙吐火球的图案。
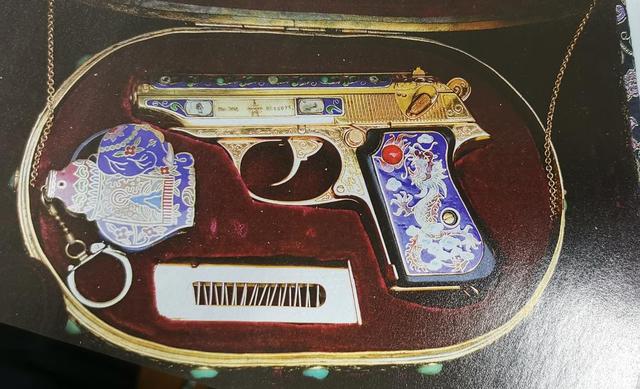
装于礼品盒中的64式工艺礼品手枪

位于礼品盒上方的64式工艺礼品手枪
64式手枪在设计时,既强调要满足武器内在的性能要求,又特别强调要满足外在的形式要求。为使二者得到完美统一,为此,研制设计、生产过程中,有关人员付出了艰辛努力。
64式手枪在研制设计、生产过程中,曾经出现过一些故障,但最终得到解决。
研制过程中进行了寿命射击试验中,64式手枪规定的故障率为≤0.3%,但其10次寿命试验,统计的故障率在0~0.33%之间。出现次数较多的故障是卡壳(当自动抛/退壳的手枪无法将弹壳确实地抛离手枪时,弹壳夹在套筒与枪膛之间,并从抛壳窗露出弹壳的一部分,使得手枪的套筒不能完全复位,也就不能再次发射了,这种故障称为卡壳)。

64式手枪空仓挂机状态,套筒位于后方
卡壳产生的原因及解决的措施产生原因:为减小手枪的后坐速度,在弹膛内开有4条螺旋槽。当槽深超过图纸规定或螺旋槽的导转侧有毛刺时,使得抽壳阻力加大,自动机后坐速度降低;抛壳挺齿部有毛刺,影响了正常抛光。
找到此问题后,按产品图严格控制螺旋槽的深度,在弹膛镀铬前将螺旋槽导转侧毛刺清理干净;按产品图规定将抛壳挺齿部正常倒棱,清除毛刺。采取上述措施后,该故障已消除。
零件、部件寿命
1979年至1981年,64式手枪先后共进行了10支,每支1500发的寿命试验,零、部件均无破损。
研制阶段的主要问题及解决措施提高射击密集度方面的措施
64手枪的枪、弹、药系统均为研制的新产品,三者互相制约,紧密联系。随着研制工作的进展,射击精度问题越来越突出,且三方面的因素相互交织在一起。1961年以前,用旧弹(即用51式手枪弹头截短而得)作精度试验,其结果达到了要求。
1962年以后,弹头及枪管内膛设计均作了修改,发现射击密集度变坏。后经一年多的试验研究,找出了影响手枪射击密集度有关枪、弹、精度枪架几方面的因素(因受射手条件限制,试验均以专用枪架进行)。
枪弹方面:作了弹头形状、紧口、装药偏差各项对比试验,其25米的射击密集度有较大的差别
精度枪架方面:曾作了多种形式的夹持试验,得出枪架对精度有一定影响,但不是决定性的因素。
手枪方面:主要是枪管对射击密集度的影响,首先改变了枪口圆的形式,将枪管壁厚差控制在允许范围内,结果对精度提高不大;二是改变外部形状及长度,其目的是想改变枪管的振动情况,但由于枪管短(只86.5毫米),加之变动有限,故效果也不显著;三是线膛尺寸,当阳线尺寸接近上限时精度较差。
改进坡膛结构(坡膛是枪膛的后端设计的一种斜面,目的是有利于枪弹被枪机推入弹膛)。第一次,由原双锥坡膛改为单锥)后,精度大有好转。
改进枪管的不直度。因枪管为薄壁圆筒结构,若内膛呈波纹状,就会使枪管在射击时振动加大。因此用校正、擦铅等工序来提高枪管的直线度,使手枪的射击密集度得以提高。通过采取上述的单锥坡膛,提高直线度,将线膛尺寸、壁厚差控制在允许范围内,用机械擦铅,阳线抛光、内膛镀铬等措施,使手枪25米射击密集度达到了要求。

64式手枪的保险操作方便
保证机构动作可靠性方面的措施由于64式手枪的战术使命,要求在保证足够威力条件下,力求轻、薄、小巧,这就决定了它必需采用较轻的自动机工作。在这种工作条件下,各机构工作的及时性和协调性显得特别重要。64式手枪曾出现过空膛、跟机及空仓不阻闩等故障,主要是因高速运动的自动机所引起。
空膛
空膛故障是指待供弹上升运动的时间大于自动机运动所具有的供弹时间而造成的供弹不及时。通俗地说,就是套筒复位后,枪弹未被推入弹膛。当然,此时扣动扳机不能击发枪弹。
通过试验得出,增加枪闩质量和增加自动机行程是解决空膛的有力措施。
①枪闩质量的影响
枪闩(即套筒)原重为0.161公斤,射击时空膛发生率为17%。当重为0.194公斤时,发生率则为1.5%。当重0.21公斤时,不出现空膛。其原因是枪闩质量增加,减小了自动机的运动速度,延长了供弹时间。
②自动机行程的影响
增加自动机(这里指套筒里的枪机部件)工作行程,是解决空膛最有力的措施。如行程增加0.52毫米,枪闩运动允许的供弹时间延长14.5%;行程增加1.68毫米,时间则增长25。根据上述,将枪闩宽度增加1毫米,重量增至0.18公斤,自动机行程由35毫米增至39毫米,这样就消除了空膛的故障。

64式手枪的击锤、击针特写
跟机
跟机是指手枪在套筒复位并推弹入膛过程中,虽然使用者没有扣动扳机,但手枪自动将下一发枪弹打响了,此类故障称为跟机。
故障产生原因:64式枪闩复进到位时的速度为4~5米/秒,因而产生了剧烈的复进撞击,从而使阻铁自动解脱击锤而形成击火。这对要求安全可靠的自卫手枪来说是决不容许的。自动解脱击锤的原因是击锤、阻铁咬合面斜角不正确,在接触面上对阻铁的合力作用线偏于阻铁轴的外侧,使阻铁自开。
还有阻铁簧的扭矩小于1.5公斤·毫米时,也可能出现跟机。通过改进设计,将击锤待击面原向内斜1~2°改为3°~4°,阻铁支持面由原10°改为7°,其互相咬合量定为1毫米,这样使作用在阻铁支持面上的合力作用线偏向阻铁轴的内侧;适当增大了阻铁簧扭矩,由原3.9公斤毫米改为6.5公斤·毫米;减小了枪闩离开击锤时的击锤空回角,减轻了击锤与阻铁咬合时的冲击;为确保安全,手枪在总装配时以专门的技术要求检验手枪出现跟机的可能性。通过这些措施,使手枪的跟机故障得以消除。
空仓不阻闩与有弹阻闩
空仓不阻闩是指当弹匣内的枪弹打完后,64时手枪的套筒(即枪闩)应该停留在套筒座后方,即应该处于空仓挂机状态。若出现枪闩不停留后方,而是复进到位了,此故障称为空仓不阻闩,也称为空仓不挂机。
以此推理,有弹阻闩是指膛内有弹时,套筒停在了套筒座的后方,也称为有弹挂机。
不阻闩与阻闩是两个矛盾的事物,但它们统一在阻闩抛壳挺这一零件中。这一矛盾是64式手枪的特殊性决定的,即由手枪自动机质量小、运动速度高所引起的。当时手枪自动机重量为0.18公斤,后坐最大速度为9.5~10.5米/秒,后坐到位速度也有8米/秒左右。因此,剧烈的到位撞击使阻闩抛壳挺能克服扳机簧力的阻力矩而绕其轴旋转上升,这就有可能造成有弹阻闩。
由于自动机高速的后坐、复进运动,在空仓时托弹板推阻门抛壳挺上升运动不及时,又可能出现空仓不阻闩。
基于上述问题,通过选取适当的扳机簧力;增大阻闩抛壳挺与枪门间的上下间隙;将自动机工作行程由原39毫米增至41.3毫米;在阻闩抛壳挺的托弹板作用面上加一斜面,使更有效地利用主动力等措施,使该故障基本得以克服。但由于此机构工作仍接近临界状态,因此在某些条件(如工艺加工质量稍差等)变化时,仍有时出现。
,




