铣刀的对刀通常有两种方法,一是刻划对刀法;二是帖纸对刀法。
1.刻划对刀法
当铣刀的工件表面允许有轻微的刻划时,因铣刀的规格尺寸是标准的,在铣刀对刀时,使铣刀旋转,再移动铣床工作台,使铣刀轻微地刻划到工件的一个合适表面,作为移动铣床工作台的基准。根据图样要求,再计算一下手柄移动刻度以及铣刀的规格尺寸移动铣床工作台,即完成对刀,如图9-41所示。

2.帖纸对刀法
当铣削的工件表面不允许有刻划时,以及采用通用夹具,加工精度要求高,及单件生产时,就采用帖纸对刀法。方法就是以工件的一个适当表面作为对刀基准,在表面沾上全损耗系统用油,帖上一片薄纸,然后使铣刀旋转,再移动铣床工作台,向帖纸移动,当铣刀刚擦到薄纸时,停止移动工作台,此时记住刻度盘刻度,退出铣床工作台,再按铣床工作台需要移动的尺寸加上一个纸片的厚度,移动工作台,图9-42所示。
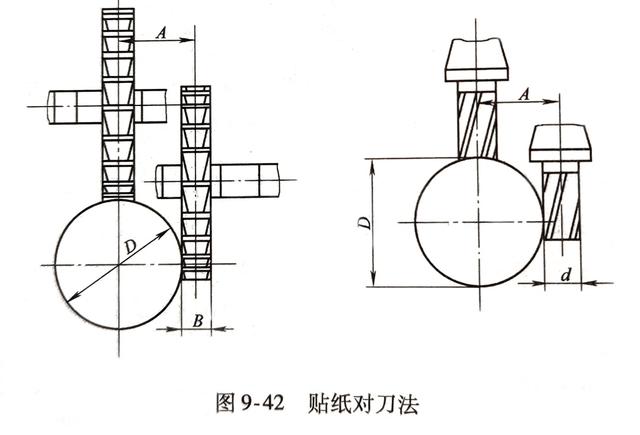
对刀的距离公工为:

刻划对刀法与帖纸对刀法的共同点是找出移动工作台的移动基准刻度。





