
螺纹紧固件表面涂层概述
紧固件表面涂层的首要作用是防腐,其次起到一定的装饰作用。
电镀层
电镀是利用电解作用使金属表面附着一层金属膜,从而起到提高抗腐蚀性、耐磨性及增进美观等作用。
电镀层是紧固件中最为常见的一种表面镀层,比如,电镀锌、电镀锌镍合金、电镀镉等,其中又以电镀锌镀层应用最为广泛。
非电解锌片涂层
非电解锌片涂层是将钢制紧固件表面涂上在适当介质中配置好的锌片和片状铝。在热固化作用下,使锌片与锌片、锌片与基体之间产生粘接,形成导电性良好、能起阴极防护作用的无机表面涂层。
非电解锌片涂层防腐性能优异,广泛应用于工业生产的各行业中。
热浸镀锌层
热浸镀锌是将经过前处理的钢制紧固件浸入熔融的锌液中,在其表面形成锌或锌-铁合金镀层的过程。
热浸镀锌层防腐性能优异,但是镀层过厚,需要对紧固件的螺纹进行特殊处理以保证螺纹配合要求。
表面涂层的一般厚度
紧固件表面涂层的厚度与防腐性能息息相关,随着涂层厚度的增加,紧固件的防腐性能也会增加。
当涉及到螺栓、螺母等螺纹紧固件时,就必须要考虑表面涂层厚度对螺纹配合的影响,尤其是规格较小的螺栓、螺钉,螺距偏小,螺纹间隙所能容纳的涂层厚度低,相应的,小规格螺栓螺钉的表面涂层防腐性能也会下降。
电镀层
依据ISO 4042-2018 紧固件—电镀层体系(Fasteners — Electroplated coating systems)标准要求,电镀层的公称镀层厚度为3μm-30μm。为降低因镀层厚度造成的螺纹紧固件装配干涉,螺纹紧固件的镀层厚度不能超过1/4螺纹基本偏差,下表以镀前常用的内螺纹公差G和外螺纹公差g为例,给出不同规格螺纹紧固件推荐镀层厚度值。(摘自ISO 4042)

内螺纹镀后公差带为H,外螺纹镀后公差带为h,并使用校验合格的通止规对螺纹的装配性进行检验。
非电解锌片涂层
依据ISO 10683-2018 紧固件—非电解锌片涂层体系(Fasteners — Non-electrolytically applied zinc flake coating systems)标准要求,非电解锌片涂层公称涂层厚度和防腐时间的关系见下表:(摘自ISO 10683)

热浸镀锌层
依据ISO 10684-2004 紧固件—热浸镀锌层(Fasteners — Hot dip galvanized coatings)标准要求,热浸镀锌层的局部厚度应不小于40μm,镀层批平均厚度应不小于50μm。为容纳如此厚的镀层,对螺纹的制造还需要特殊的极限尺寸。
规定了两种不同的方法和基本偏差:
第一种方法,镀后用6AZ或6AX(加大攻丝尺寸)的丝锥对螺母进行攻丝,以满足与镀前螺纹公差带位置为g或h的螺栓或螺钉的配合要求。
第二种方法,镀前用6az(减小螺纹尺寸)的螺栓或螺钉,以满足与镀后攻丝螺纹公差带位置为H或G的螺母的配合要求。
对于规格小于M8和螺距小于1.25mm的螺纹紧固件,不推荐采用热浸镀锌层作为表面处理涂层。下表以常用的内螺纹公差H和外螺纹公差g为例,给出不同规格螺纹紧固件推荐镀层厚度值。(摘自ISO 10684)

表面涂层厚度对螺纹配合的影响
◆ 涂层厚度和螺纹基本中径的几何关系
当涂层厚度t为了实现某一特定的耐腐蚀性能要求时,螺纹基本中径尺寸会增加4t。见以下螺纹模型计算过程:
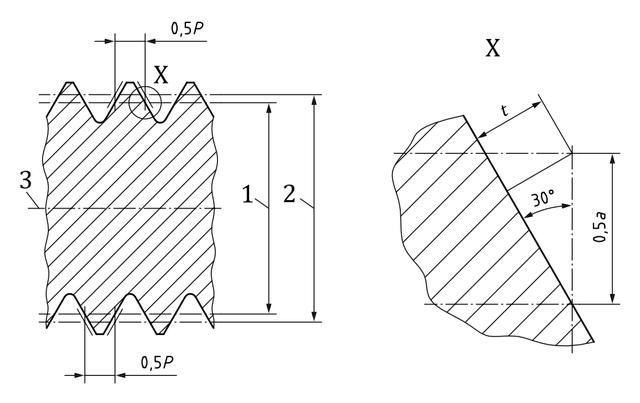
其中
a — 表面涂层导致的螺纹中径变化
P — 牙距
t — 涂层厚度
1 — 涂覆前螺纹中径
2 — 涂覆后螺纹中径
3 — 螺纹轴线
电镀层
电镀工艺依靠电解原理实现镀层沉积,镀层整体厚度不高,当镀前内螺纹公差带为G,外螺纹公差带为g时,可以满足镀后内螺纹公差带为H,外螺纹公差带为h的镀覆要求,不会影响螺纹装配。需要注意的是,当需要较高的耐腐蚀性而增加镀层厚度时,仍需按照标准要求对螺纹的配合间隙进行特殊调整。
非电解锌片涂层
非电解锌片涂层通常采用浸入 — 旋转工艺进行涂覆,此工艺会导致涂层厚度不均匀。浸入 — 旋转工艺会导致表面涂层出现局部厚度显著变厚,一般会超出涂层厚度1/3~1/2。下表以涂覆前常用的内螺纹公差G和外螺纹公差g为例,给出不同规格螺纹紧固件的最小配合间隙。(摘自ISO 10683)

◆ 非电解锌片涂层厚度选择示例
示例1——规格M12,螺距1.75mm,6g公差螺栓
耐腐蚀性要求:480h
参考涂层厚度:5μm
可能的最大厚度:8μm(5 2.5,修约至8)
螺纹基本中径厚度:32μm
允许的配合间隙(6g):34μm
经计算,涂覆厚度小于螺纹配合间隙,可正常装配,满足要求。
示例2——规格M6,螺距1mm,6g公差螺栓
耐腐蚀性要求:600h
参考涂层厚度:6μm
可能的最大厚度:9μm(6 3)
螺纹基本中径厚度:36μm
允许的配合间隙(6g):26μm
经计算,涂覆厚度大于螺纹配合间隙,不能正常装配,不满足要求。
当小规格螺栓、螺钉或螺母(规格≤M6)涂覆非电解锌片涂层并要求较高的耐腐蚀时间时,必须测算其涂层厚度、防腐要求与螺纹配合间隙是否匹配,以免出现涂覆后无法装配的情况。
热浸镀锌层
热浸镀锌层的厚度远高于常规的H/g螺纹配合间隙,因此在进行镀覆时必须参照标准要求对螺母或螺栓的螺纹进行特殊处理,并配套选用热浸镀锌层紧固件,以免出现无法装配的情况。
更多紧固件知识分享,欢迎关注万喜紧固件~~






