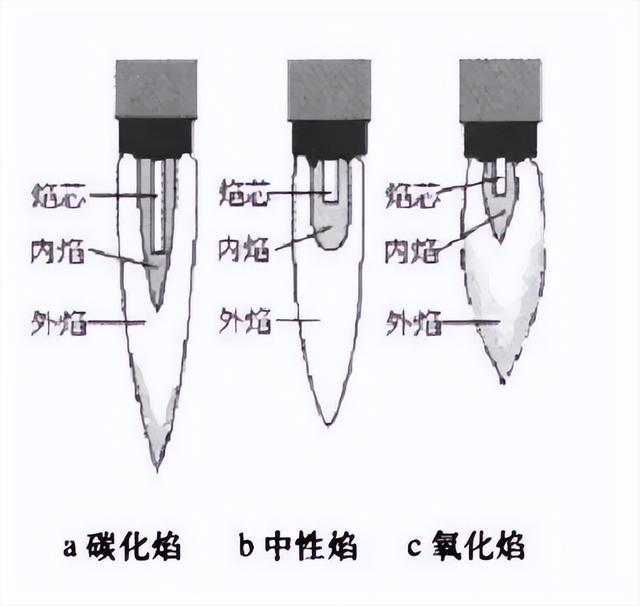
气焊火焰最常用的是氧-乙炔焰,氧-乙炔焰按氧与乙炔的比值不同可分为氧化焰(大于1.2)、中性焰(1-1.2)、碳化焰(小于1)三种,记住比例即可。
氧-乙炔焰
1、氧化焰:
当O2 / C2H2 > 1.2时,燃烧所形成的火焰称为氧化焰。氧化焰由于火焰中含氧较多,氧化反应剧烈,使焰芯、内焰、外焰都缩短,内焰很短,几乎看不到。
氧化焰的焰芯呈淡紫蓝色,轮廓不明显;外焰呈蓝色,火焰挺直,燃烧时发出急剧的“嘶嘶”声。氧化焰的长度取决于氧气的压力和火焰中氧气的比例,氧气的比例越大,则整个火焰就越短,噪声也就越大。
氧化焰的温度可达3100~3400℃。由于氧气的供应量较多,使整个火焰具有氧化性。如果焊接一般碳钢时,采用氧化焰就会造成熔化金属的氧化和合金元素的烧损,使焊缝金属氧化物和气孔增多并增强熔池的沸腾现象,从而较大地降低焊接质量。所以,一般材料的焊接,绝不能采用氧化焰。但在焊接黄铜和锡青铜时,利用轻微的氧化焰的氧化性,生成的氧化物薄膜覆盖在熔池表面,可以阻止锌、锡的蒸发。
2、中性焰:
当O2 / C2H2 = 1~1.2时,燃烧所形成的火焰称为中性焰,中性焰火焰结构可分为三部分:焰芯、内焰、外焰。
焰芯是由未经燃烧的氧气和乙炔组成,焰心外表分布一层由乙炔分解所生成的碳素微粒,温度较高(约900℃) ,炽热的碳粒发出明亮的白光,呈尖锥状,轮廓清楚。
内焰主要由乙炔和不完全燃烧的产物(H2和CO)组成,其有还原性,呈蓝白色,轮廓不清楚,与外焰无明显界线。内焰的温度很高,最高可达3150℃。
外焰是由C2H2与空气中的O2完全燃烧后产生的CO2和水蒸气组成,具有氧化性。外焰的温度在1200一2500℃范围内,由里向外逐渐由淡紫色变为橙黄色。
中性焰的温度是沿着火焰轴线而变化的,如图所示。中性焰温度最高处在距离焰芯末端2~4 mm的内焰的范围内,此处温度可达3150℃,离此处越远,火焰温度越低。
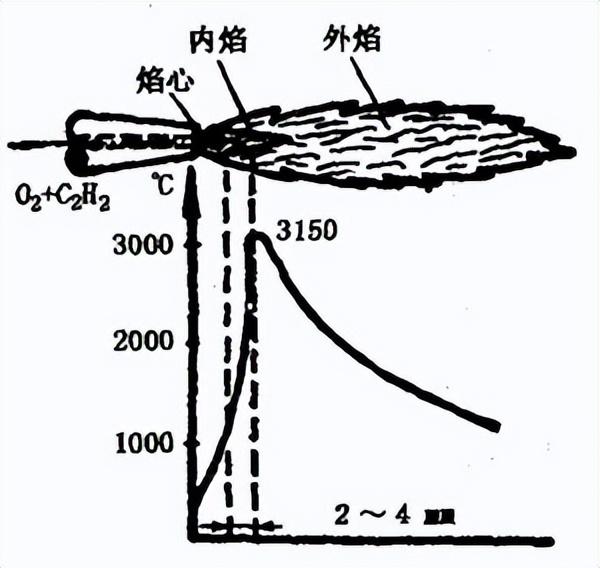
中性焰的温度分布情况
此外,火焰在横断面上的温度是不同的,断面中心温度最高,越向边缘,温度就越低。
由于中性焰的焰芯和外焰温度较低,而且内焰具有还原性,内焰不但温度最高还可以改善焊缝金属的性能,所以,采用中性焰焊接切割大多数的金属及其合金时,都利用内焰。
3、碳化焰:
当O2 /C2H2 < 1时,燃烧所形成的火焰称为碳化焰。氧气不足以使乙炔完全燃烧,乙炔有过剩量,过量的乙炔分解为碳和氢。碳会渗到熔池中造成焊缝增碳,故称碳化焰。火焰结构也分为三部分:焰心、内焰、外焰。
碳化焰的整个火焰比中性焰长而柔软,而且随着乙炔的供给量增多,碳化焰也就变得越长、越柔软,其挺直度就越差。当乙炔的过剩量很大时,由于缺乏使乙炔完全燃烧所需要的氧气,火焰开始冒黑烟。
碳化焰焰芯较长,呈蓝白色,由一氧化碳(CO)、氢气(H2)和碳素微粒组成。碳化焰外焰特别长,呈橘红色,由水蒸汽、二氧化碳、氧气、氢气和碳素微粒组成。
碳化焰温度为2700~3000℃。由于在碳化焰中有过剩的乙炔,它可以分解为氢气和碳,在焊接碳钢时,火焰中游离状态的碳会渗到熔池中去,增高焊缝的含碳量,使焊缝金属的强度提高而使其塑性降低。
此外,过多的氢会进入熔池,促使焊缝产生气孔和裂纹。因而碳化焰不能用于焊接低碳钢及低合金钢。但轻微的碳化焰应用较广,可用于焊接高碳钢、中合金钢、高合金钢、铸铁、铝和铝合金等材料。
综上,氧-乙炔焰按氧与乙炔的比值不同可分为氧化焰、中性焰、碳化焰三种,1)氧与乙炔比值在1-1.2时为中性焰;2)氧与乙炔比值大于1.2时,氧气过剩为氧化焰,3)氧和乙炔比值小于1时,乙炔过剩,过量乙炔分解为碳和氢,为碳化焰。
,




