•线速度Vc=70-150米/分钟(其实到200米/分钟仍是安全的)
–计算机床主轴转速:

•每转进给率Frev= 2%~3% X 钻头Dia. (其实到4%仍是安全的)
–计算编程进给率: F= Frev X S
•举例: D12mm钻头,钻40Cr合金钢
i). 取:线速度Vc=100米/分钟,
则计算编程转速 S=100x1000÷(π x12)=2654
ii). 取:每转进给率Frev=3% x钻头直径=0.36
则计算编程进给率 F=0.36 x 2654=955
∴编程切削参数为: S2654 F955
•以上切削参数是一个简化的模型,最好查厂家的样本,选取准确的切削参数。
切屑控制
1、钻头的切屑成形和排屑非常重要,受工件材料、切削参数、冷却压力/流量、钻头设计的影响。
2、如果切屑成形为长屑,会对钻头形成径向力,导致钻头摆动,降低钻头的寿命和安全性,甚至导致钻头折断。
3、钻头成形必须确保排屑顺畅.
4、诊断切屑成形的方法:
- 1.听,均与的声音表示排屑好,排屑不畅会有类似断续切削的声音。
- 2.检查切削力和功率.。
- 3.检查切屑,如果形成带状屑(没有卷曲),并且受到挤压,则说明发生了切屑堵塞,排屑不流畅。
- 4.检查孔壁,如果切屑堵塞,则孔壁会有划痕。

- 切削刀具铁屑变形情况:

- 整体硬质合金钻头 &模块式钻头的切屑:

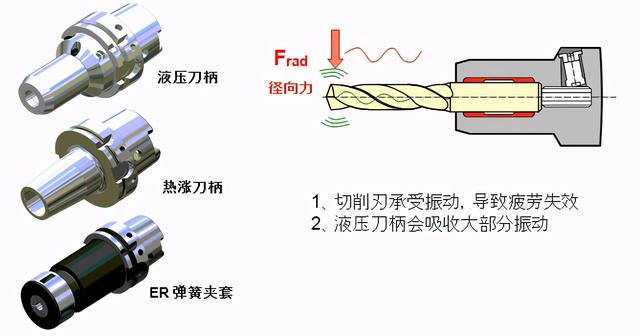
- 正确地安装钻头保证跳动小:

- 常用数控机床夹持刀柄:
钻孔,建议使用冷却液,
1、为了保证钻头的性能,建议使用冷却液,控制切削刃温度、减少刃带与孔壁摩擦,延长钻头的寿命。
2、避免刃口温度波动,以免发生热裂纹。
3、而且,钻头磨损均匀的话,也比较容易重磨。
特别重要: 冷却液帮助润滑排屑槽,降低切屑与排屑槽和孔壁的摩擦,确保排屑安全。
钻头切削在工件表面理想状态:

•永远确保钻尖先接触工件,因为钻尖稳住钻体;永远不要让主切削刃或钻肩先接触工件,这样会导致振动和钻头崩刃。
•打窝子的底部角度必须比钻头顶角大5-10°。
•最理想的是钻一个1xd深度的引导孔,孔径比钻头大0.01mm。
•一般钻头不适合在斜面上钻孔,因为不能确保钻尖先接触工件,或者在钻入时钻头受到不平衡的径向分力,导致钻头偏摆。
•平底钻可以在斜面上钻孔,因为不平衡的切削力指向轴向,不会导致钻头倾斜。
未写完下次继续,谢谢
,




