管头是管壳式热交换器设计、制造的关键技术之一,也是管壳式热交换器发生失效的主要部位之一,其可靠性直接影响热交换器的使用寿命。设备运行过程中,管头主要承受压力和温度引起的载荷,保证介质无渗漏并承受一定的压力。
常见的管头连接形式主要有:强度胀接、强度焊接和胀焊并用,需要时也可采用内孔焊结构。
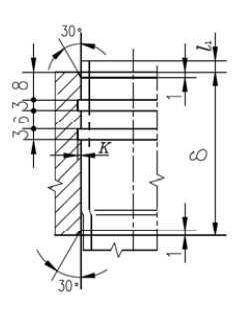
强度胀
是通过外力使换热管在管孔内膨胀并达到塑性变形,管板处于弹性或部分塑性变形,外力卸载后,管板弹性回弹大于换热管,管板抱紧换热管,可承受换热管轴向和温差载荷不泄露。但是由于塑性变形而产生的残余应力随着温度的升高会逐渐消失,所以胀接结构受到压力和温度限制,一般适用范围如下:
1.设计压力≤4.0MPa;
2.设计温度≤300℃;
3.操作中无振动,无过大温度波动及无明显应力腐蚀倾向。
此焊接结构轻度高,抗拉脱力强;
当焊接部分有泄漏,可补焊;
一般强度焊适用压力和温度无限制;
不适用于有较大振动及有间隙腐蚀的场合。

胀焊结合 是胀接和焊接有效结合在一起的制作工艺。使用范围较广。一般适用于:
1.使用在密封性能要求较高场合;
2.有间隙腐蚀场合;
3.承受振动和疲劳载荷的场合;
4.采用复合管板时。

内孔焊 是管孔在壳程侧形成的是对接结构,换热管与其对接焊接,需要专门的焊接设备。优化了换热管与管板连接处的应力状态,大大减小了边缘应力。对于有应力腐蚀、或间隙腐蚀介质的换热器非常实用。内孔焊接特点:
1、内孔焊接技术水平高,难度大,适合用于重要的场合;
2、采用脉冲焊机和氩气保护,焊接参数正确性直接影响焊接效果;
3、对焊缝要采用100%RT检测;
4、任何焊接缺陷都将导致整台换热器的报废,因为无法返修。
由于其结构对加工设备和焊工技术水平要求较高。所以制造成本较高,一般只用于相对重要的设备。






