
设备的安装和调试是否正确直接影响到端子压接的质量。例如,模具是否松动、端子是否到位以及模具里是否有杂质等都会影响到端子压接的效果。此外,员工手势的摆放也非常重要,不正确的手势也会导致各种不良品的产生。
以下是一些不正确的压接手势和造成压接不良的例子:
1.外皮压接过度:由于压接手势不正确或挡板调试不当,导致芯线压接部位压进线皮而出现线皮压接过度(深打)不良。这将直接影响导体的压接,造成电流流通不顺或直接断路。
2.外皮压接不足:由于压接手势不正确或压接速度过快,导致压接不良。这将导致导体和绝缘部压接均不足,使得端子的拉力不够,在产品使用过程中容易断裂,从而影响产品性能。
3.芯线外露:在压接过程中,电线芯线散乱或者压接方法不当,就会导致铜丝露出。这容易造成漏电,同时也容易接触到其他端子,导致短路。在芯线压接部位由于铜丝少,间接影响端子的拉力,造成拉力不足。
4.绝缘压着部(被覆)变形:模具调试时,端子未到位或者压接刀片损坏都可能导致绝缘压着部(被覆)变形。这将直接影响拉力和外观。
5.嵌合部变形:端子压接位置与模具切刀的位置没有调好,或者端子送料爪不稳定,就会导致嵌合部变形。这会使得端子与对插件很难配合,从而影响插拔力。

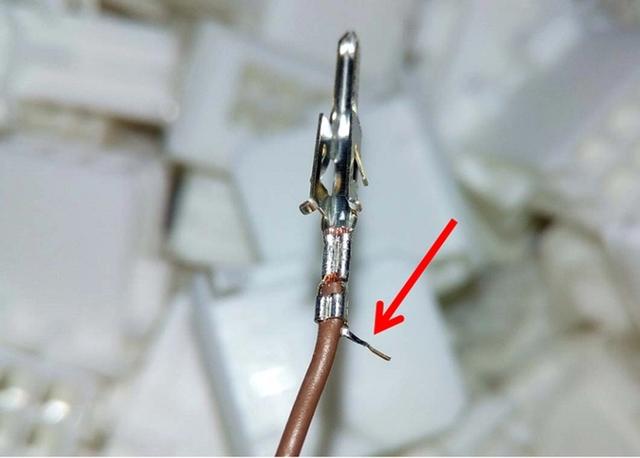
6.铜屑残留过长:端子压接位置与模具切断的位置没有调好,或者端子送料爪/导料板不稳定,就会使得后端偏长。这容易造成前端切平,而且后端长容易和其他金属接触,导致线路短路。
7.后端无喇叭口:芯线压接刀片调节不到位,容易伤到芯线。这会出现压痕/断线等现象,影响端子的拉拔力和使用寿命。

8.端子卡口(倒钩)变形:原材料不良、压接不良或在产品移动过程中相互钩拉等都可能导致端子卡口(倒钩)变形。这会造成装配不紧密,产品到客户那里容易脱落。
9.端子上翘、端子下弯:模具调试不好、上下模配合不佳或者刀片粘端子都可能导致端子上翘、端子下弯。这会造成装配配合不良,端子容易从housing内脱落。
10.无芯线压接:剥线时刀值过小或刀片未装好、电线过于弯曲等情况均有可能导致无芯线压接。这会导致端子无法实现电气连接,影响产品性能。在该情况下,需要重新进行端子压接处理,确保芯线得到正确的压接和连接。
关注浩锐拓抖音号:浩锐拓科技公众号:浩锐拓科技
微博号:浩锐拓科技HRT
创造世界上最好的检测设备
推动全球线束行业品质革命
,




