我们做表面处理的,有的说自己做电镀的,有的说自己喷漆的,有的说自己做抛丸的,有的说自己做PVD的,有的。。。。。。,听的多了,很多人会说:怎么这么多都是表面处理啊?那表面处理到底都有些什么内容呢,分别有什么特点和用途呢?
今天就来说说大名鼎鼎的表面处理技术。对表面处理所涵盖的大部分领域来一次集中认识和了解,知道自己所做的工作在整个表面处理行业所处的位置、地位及发展状况等,对表面处理有一个整体的概念和理解。不要掉入“不识庐山真面目,只缘身在此山中”的窘境。一,表面处理概述
1,表面处理概念
表面处理是一门边缘交叉学科,利用现代物理学、化学、金属材料学和热处理等学科的边缘性新技术来改变零件表面的状况和性质,使之与心部材料作优化组合,以达到预定性能要求的工艺方法,称为表面处理。
多种学科的交叉科学——表面处理技术
2,表面处理技术的作用分类
①表面强化处理
②表面洁净处理
③表面装饰处理
④表面防护处理
⑤表面修复处理
3,常用表面处理方法
①普通电镀、特种电镀、化学镀
②热喷涂、喷丸、
③离子镀、真空镀
④激光表面强化、抛光
⑤钢铁发蓝、钢铁磷化、不锈钢酸洗钝化
⑥阳极氧化及着色处理
⑦喷漆、喷塑、电泳等
二,电镀
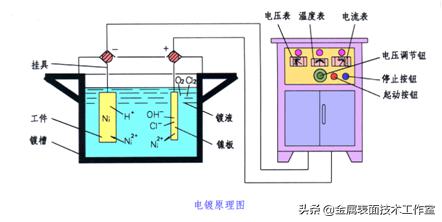
1,电镀原理
电镀是一种电化学和氧化还原过程。以镀镍为例;将金属制件浸在金属盐(NiSO4)的溶液中作为阴极,金属镍板作为阳极,接通直流电源后在制件上就会沉积出金属镀镍层。
电镀原理图
电极上阴极和阳极的反应式
2,槽镀
1)镀锌
钢铁零件上镀锌主要作用是防腐蚀,用量占全部电镀零件的1/3至1/2,是所有电镀品种中产量最大的一个镀种。镀锌具有成本低、抗蚀性好、美观和耐贮存等优点,在轻工、机电、农机和国防等工业中得到广泛应用。
2)镀锡
锡的腐蚀产物对人类无害,且 易于钎焊,镀锡广泛用于食品罐头包装制品、饮具、餐具及电子工业中很多需要钎焊的零件。
3)镀铜
镀铜常作为其他镀层的中间层,以提高表面镀层和基体金属的结合力。在电力工业中,也可用铁丝镀厚铜来代替纯铜导线,以减少铜的耗用量。
4)镀镍
镀镍的应用面很广,可用于防护装饰性和功能性两方面。前者主要用于自行车、钟表、家用电器、五金产品、汽车、照相机等零件的防护装饰性镀层;后者主要用于易磨损产品的修复电镀。
5)镀铬
铬在大气中能长久保持光泽,在碱液、硝酸、硫酸及许多有机酸中不发生反应,镀铬层有很高的硬度和优良的耐磨性及较低的摩擦系数,故镀铬常用于防护装饰性镀层,防止基体金属生锈和美化外观,也常用于提高制品的耐磨性或修复磨损。
3,特种电镀
1)刷镀
刷镀不用镀槽,旋转的工件接直流电源的负极,镀笔接正极,镀笔前端用脱脂棉包住,浇注的镀液浸贮在脱脂棉套内,镀液中的金属正离子在电场力作用下在工件表面(阴极)获得电子而沉积于表面上,形成电镀层。
刷镀示意图
刷镀说明备注:
① 镀层厚度可达0.01~0.5mm,镀层质量好,结合强度高,速度比槽镀快。
② 刷镀设备简单,操作灵活,可进行局部电镀和野外作业。
③ 对于大批量中小型零件或大面积镀覆的工件进行装饰性或尺寸电镀时,刷镀不如槽镀。
④ 刷镀主要用于大型零件的局部电镀或大中型零件的局部修复。
2)非金属电镀
① 非金属电镀是指对塑料、玻璃、陶瓷、纤维等非金属制品电镀。
② 非金属电镀的关键工艺是表面金属化,使非金属基体上生成导电层以便进行导电。表面金属化的方法有化学镀法、喷涂法、烧渗银法和涂刷导电层法等。
③ 塑料电镀是非金属电镀中应用最广泛的一种。通过电镀可以提高塑料制品的强度,防止老化,使其具有导电性、电磁性、焊接性和装饰性的外观。
④ 非金属电镀制品主要用于汽车、飞机某些装饰性零部件以及印刷线路板、电子仪器屏蔽和碳纤维等。
塑料电镀的产品图片
3)电铸
对产品进行图形厚膜电镀,使图层上的镀层厚度达到0.05-1.5mm,然后把电镀层剥离下来的表面处理技术。
电铸效果产品
4,化学镀
化学镀,又称为无电解镀,是在金属盐和还原剂共同存在的溶液中靠自催化(不需要外接电源)的化学反应而在金属表面沉积了金属镀层的成膜技术。比较成熟的有化学镀镍、化学镀铜,化学镀金,化学镀锡等。
到目前为止,化学镀镍是国外发展最快的表面处理工艺之一,且应用范围也最广。化学镀镍之所以得到迅速发展,是由于其优越的工艺特点所决定。
化学镀产线
化学镀工艺优点:
1),不需要一般电镀所需的外接直流电源,操控简单
2),厚度均匀和均镀能力好是化学镀镍的一大特点,也是应用广泛的原因之一 ,凡是溶液能接触到的地方,镀层基本相同,厚度可控
3),没有氢脆的问题,不需要除氢处理
4),提高材料附加值。可沉积在各种材料的表面上,例如:钢镍基合金、锌基合金、玻璃、陶瓷、塑料、半导体等材料的表面上,从而为提高这些材料的性能创造了条件
三,热喷涂
1,热喷涂原理
热喷涂是将金属或非金属材料加热熔化,靠压缩气体连续吹喷到制件表面上,形成与基体牢固结合的涂层,从制件表层获得所需要的物理化学性能。
火焰喷涂
电弧喷涂
等离子喷涂
说明:
① 喷涂热源可用燃气火焰、电弧、等离子弧或激光束等。
② 喷涂材料可为金属、合金、金属氧化物和碳化物、陶瓷和塑料等,材料形态可为线材、棒料或粉末。
③ 喷涂的基体可为金属、陶瓷、玻璃、塑料、石膏、木 材、布、纸等固体材料。
④ 喷涂的涂层厚度为几十微米至数毫米。
2,热喷涂特点
① 工艺灵活,适用范围广。热喷涂施工对象可大可小,小的可 到f10mm内孔(线爆喷涂),大的可到桥梁、铁塔(火焰线材喷涂或电孤喷涂),可在室内喷涂,也可在野外现场作业;可整体喷涂,也可以局部喷涂。
② 基体及喷涂材料广泛。可通过喷涂不同材料,使工件表面获得所需的各种物理化学性能。
③ 工件应力变形小。基体可保持较低的温度,工件产生的应力变形很小。
④ 生产效率高。每小时喷涂材料重量从几千克到几十千克,沉积效率很高。
3,热喷涂应用
① 防腐蚀:主要用于大型水闸钢闸门、造纸机烘缸、煤矿井下钢结构、高压输电铁塔、电视台天线、大型钢桥梁、化工厂大罐和管道的防腐喷涂。
② 防磨损:通过喷涂修复已磨损的零件,或在零件易磨损部位预先喷涂上耐磨材料,如风机主轴、高炉风口、汽车曲轴、机床主轴、机床导轨、柴油机缸套、油田钻杆、农用机械刀片等。
③ 特殊功能层:通过喷涂获得表层某些特殊性能,如耐高温、隔热、导电、绝缘、防幅射等,在航空航天和原子能等部门应用较多。
四,喷丸
① 喷丸处理是利用高速喷射出的砂丸和铁丸,对工件表面进行撞击,以提高零件的部分力学性能和改变表面状态的工艺方法。
② 喷丸的方法通常有手工操作和机械操作两种。
手动喷丸机示意图
③ 喷丸通常是直径为0.5~2mm的沙粒或铁丸。沙粒的材料多为Al2O3或SiO2。表面处理的效果与丸粒的大小、喷射速度和持续时间有关。
④ 喷丸用于提高零件机械强度以及耐磨性、抗疲劳和耐蚀性等,还可用于表面消光、去氧化皮和消除铸、锻、焊件的残余应力等。
六,离子镀
① 离子镀是将镀层材料气化并电离成离子,通过扩散和电场作用,沉积于制件表面,形成与基体牢固结合的满足所需性能的镀覆层。
② 离子镀的种类很多。其绕射性均很好,能镀覆制件上各个方向的表面,可在金属或非金属表面上镀覆金属或合金,镀层厚度一般为2~3mm。
③ 离子镀已广泛用于机械、电子、航空、航天、轻工、光学和建筑等部门,用以制备耐磨、耐蚀、耐热、超硬、导电、磁性和光电转换等镀层。
离子镀原理图
七,真空镀
在真空状态下,将需要涂覆在产品表面的膜层材料通过沉积现象,沉积在工件表面的处理技术。
真空离子镀产品及设备
八,激光表面强化
① 激光表面强化是用聚焦的激光束射向钢件表面,在极短时间内将工件表层极薄的材料加热到相变温度或熔点以上的温度,又在极短时间内冷却,使工件表面淬硬强化。
② 激光表面强化可分为激光相变强化处理、激光表面合金化处理和激光熔覆处理等。
③ 激光表面强化的热影响区小,变形小,工件表面清洁,操作方便。
④ 激光表面强化的设备昂贵,硬化层深度较浅,一般为0.3~0.5mm。
⑤ 激光表面强化主要用于局部强化的零件,如冲裁模、曲轴、凸轮、凸轮轴、花键轴、精密仪器导轨、高速钢刀具、齿轮及内燃机缸套等。
九,抛光
抛光是对零件表面进行修饰的一种光整加工方法,一般只能得到光滑表面,不能提高甚至不能保持原有的加工精度,随预加工状况不同,抛光后的Ra值可达1.6~0.008 mm 。抛光分类:
1,机械抛光(轮式抛光,滚筒抛光,振动抛光)
轮式抛光: 用高速旋转的柔性抛光轮和极细的磨料对工件表面进行滚压和微量切削实现抛光。抛光轮用多层帆布、毛毡或皮革叠制而成,用于较大零件的抛光。
滚筒抛光和振动抛光:将工件、磨料和抛光液装入滚筒或振动箱内,滚筒缓慢滚动或振动箱振动,使工件与工件,工件与磨料相互摩擦,加上抛光液的化学作用,除去工件表面的油污、锈层,磨去凸峰,从而获得光滑的表面。用于细小而量大零件的抛光,后者比前者生产率高,抛光效果更好。
2,化学抛光:将金属零件浸入特制 的化学溶液中,利用金属表面凸起部位比凹洼部位溶解速度快的现象实现零件表面的抛光。
3,电化学抛光: 电化学抛光与化学抛光类似,不同点是还要通以直流电,工件接阳报,产生阳极溶解,也是利用金属表面凸起部位比凹洼部位溶解速度快的现象进行抛光的。
十,钢铁发蓝,磷化和钝化
1,钢铁发蓝
① 发蓝是对钢铁零件进行的一种氧化处理,使其表面生成一层极薄的Fe304氧化膜。
② 常用碱性化学溶液氧化法:用氢氧化钠和亚硝酸纳的水溶液,在135~145℃温度下处理60~90min,再在肥皂液中 浸泡3~5min,最后水洗、干燥及浸油。
③ 发蓝后呈蓝黑色和深黑色,可提高零件的耐蚀性、润滑性,可改善外观。
钢铁发蓝一般工艺流程
2,钢铁磷化
① 磷化是钢铁零件在磷化液中处理,在表面沉积形成一层不溶于水结晶型磷酸盐膜。
② 常用磷化液由磷酸二氢锌或磷酸二氢铁、磷酸二氢锰组成的酸性稀水溶液。在90~98℃温度下处理8~20min。
③ 磷化后呈灰色或灰黑色,其耐蚀性比发蓝好,但外观不如发蓝。磷化主要用于钢铁制件(如枪炮)耐蚀防护和喷漆前处理,以增加漆膜与钢铁工件的附着力及防护性。
3,不锈钢酸洗钝化
①酸洗的目的是除去不锈钢经高温作业(如热处理、焊接、锻造、铸造等)产生的氧化膜,露出不锈钢的原始表面。酸洗方法通常有浸洗、擦洗、酸洗膏酸洗等。
③钝化是对不锈钢干净表面进行化学氧化或电化学氧化处理,在产品表面生成一层致密的耐腐蚀钝化膜,溶解表面铁等杂质,以提高耐蚀性能。
十一,阳极氧化和染色
① 阳极氧化是将铝或铝合金制件浸沉于酸性电解液中,在外电流作用下作为阳极,在制件表面上形成与基体牢固结合的防蚀氧化膜层。
② 阳极氧化前要经抛光、除油、清洗等预处理,其后要进行冲洗、着色和封闭等处理。
③ 阳极氧化的氧化膜可染成黑色、红色、蓝色、绿色、金黄色和茶色等。
④ 阳极氧化和着色处理常用于汽车、飞机的某些装饰性零件及工艺品和日用五金制品作装饰性处理。
铝件阳极氧化原理图
铝阳极氧化一般工艺流程图
十二,涂装(喷漆,喷塑,电泳等)
1,涂料组成:
① 成膜物质:构成涂料的基础,是涂层的主要物质
② 溶 剂:又称稀释剂,使涂料保持溶解状态,调整涂料粘度便于操作。不同涂料有不同溶剂。
③ 助 剂:改善涂料施工性能,有催干剂、增韧剂、固化剂等。
④ 颜 料:成膜物质一般为无色透明。颜料有遮盖、美观、增加漆膜强度等作用
2,涂装常用方法
刷涂、浸涂、喷涂、淋涂、流化床涂覆、静电喷涂、电泳涂装等
1)高压无气喷涂
① 利用低压(0.4~0.6MPa)压缩空气带动高压泵,将涂料加压到10~20MPa的压力,经高压喷枪的特殊喷嘴喷出形成涂层。
② 高压无气喷涂的特点是:没有一般压缩空气喷涂时的涂料微粒回溅及漆雾飞扬现象;生产率高,比压缩空气喷涂提高几倍至几十倍。
③ 适宜喷涂高粘度涂料,一次可获100~300m m厚度涂层。
2)静电喷涂
① 用静电喷枪使油漆雾化并带上正电荷,与接地的工件间形成高压静电场,静电引力使漆膜沉积在工件表面形成均匀漆膜。
② 静电喷涂比普通喷涂生产率高,成膜质量好。
③ 静电喷涂常用于大批大量生产中汽车、自行车、家用机电设备的自动生产线上。
静电喷涂
3)电泳涂装(ED)
① 原理:电泳漆以离子状态分散于水中,在阴阳极间施加一定电压,在电场的作用下,带电荷的的涂料离子向工件阴极移动并形成不溶物,吸附沉积在产品表面。
② 材质:适用于各种材质,尤其适合大型的车身架。
③ 颜色:黑色、黄色、红色等
电泳产品
④电泳流程
电泳制作流程
总结:以上就是我们表面处理领域目前最常用的几种处理方法,望大家对此有一个完整的看法。同时通过此篇文章,对读者以后表处工艺的选择也有帮助,不再盲目。对此有兴趣的朋友可以关注我【金属表面技术工作室】,也欢迎评论和提出意见,谢谢。
,