齿轮、齿条的装配工艺主要包括:检测清理零部件→齿条装配→齿轮装配→齿轮、齿条润滑。
1.检测清理零部件
先清理齿条安装基准面,去毛刺、油漆、残渣等;齿条安装螺丝孔回牙、清理金属屑;用抹布加清洗剂将齿条及其安装基准面清理干净;安装前须检查齿条本身有无裂痕、缺口、生锈及刮痕等损伤,检查一切正常后方可继续安装,如有问题报品质部门处理。
2.齿条装配
用C型夹将齿条安装面紧贴齿条安装基准面夹紧(C型夹与齿条接触面须垫铜垫保护),从中间往两边预紧安装螺丝(12.9级或A2-70级螺丝),如图2.1;

图2.1
把百分表座固定在导轨滑块上,表头探测齿面轮廓,保证齿条直线轮廓面与直线导轨之间的平行度小于等于0.05mm/300mm;再从中间往两边,使用扭力扳手逐一将齿条的固定螺丝按要求扭力锁紧并做标记;螺丝锁紧后需再次复检齿条与线轨之间的平行度是否达到要求,如图2.2所示。
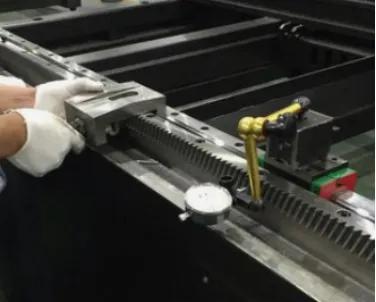
图2.2
※当行程过长,单根齿条无法满足使用长度时,需要将多根齿条延长对接。对接时,需用反扣齿规辅助拼接,如图2.3-1/2/3所示。

图2.3-1

图2.3-2

图2.3-3
3.齿轮装配
齿轮、齿条的标准安装:

图3.1
如图3.1,当标准齿轮与齿条安装后,齿轮的分度圆与齿条的中线相切,我们称这种安装为标准齿轮与齿条的标准安装。
齿轮分度线与齿条分度圆相切;而在齿轮啮合传动时,为了在啮合齿廓间行成润滑油膜,避免因轮齿的摩擦发热膨胀而卡死,齿廓之间必须留有间隙,此间隙称为齿侧间隙,简称侧隙。
4.齿轮、齿条的润滑
齿轮、齿条润滑的主要目的是:降低齿面间的摩擦系数,提高效率,拟制齿面间由摩擦所引起的温度上升,冷却齿面;防锈;降低冲击和噪音。
常见的润滑方式有:涂润滑脂、手刷润滑油、安装润滑轮(图4.1)、油浴等方式;可根据齿轮、齿条的具体运动方式,选择合适的润滑方式和油类,具体使用的方式和操作方法按照设计、工艺部门提供的规范进行。

图4.1
,




