随着汽车行业不断的发展,车身轻量化的发展遇到了瓶颈,随后出现了全铝车身及钢铝车身,通过材料实现车身的轻量化;而因为铝材材料性能的差异,随后出现了多种异种材料连接的工艺,而SPR是铝车身连接中应用较多的一种连接工艺。

01
SPR自冲铆接
SPR自冲铆接是铆模通过一定的压力和速度,把铆钉穿入2层或多层板材形成铆钉与板材互锁的一种冷连接技术。SPR不仅适于同种材料之间的连接而且能够实现铝—镁、铝—钢、镁—钢、铝合金/镁合金/高强度钢等金属材料和高分子材料/复合材料的同质和异质材料的双层和多层连接,铆接过程低能耗,无热效应,不会破坏涂层。
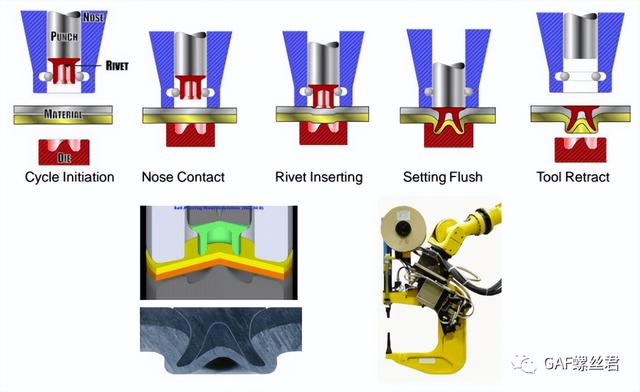
SPR过程图
SPR的优点
- 异种材料可实现连接、有镀层的及很难用焊接方法连接的材料可以进行铆接;
- 用自冲铆接方法对铝及高强度钢材进行铆接,铆接牢靠性要比点焊好;
- 铆接质量稳定,达到牢固一致的铆接效果,铆接过程清洁,无烟雾;
- 比焊接消耗能量少得多,铆接过程比较容易进行自动化;
- 高效,由于它无需钻孔,无需人工装配铆钉,机器仅需要2秒即可自动完成装钉→压入→铆接的全过程;
- 工艺质量可过程自检测。
SPR的缺点
- 连接点需要双侧空间;
- 不同的材质、厚度、硬度需要不同的铆钉、冲头冲模;
- 铆钉成本约0.6元,铆接设备远高于电阻点焊;
- 连接钢板时,自冲铆接比点焊的抗拉强度小,铆接边长度一般在20mm以上(针对5mm铆钉),而普通点焊14mm;(搭接边主要受铆钉大小及材料影响,一般情况需要保证铆钉中心距离搭接边边界大于8mm,对于铸件需要大于12mm);
- 铆接时,尾部出现突出的“铆扣”,不够平齐;凸出约2-3mm;
- 由于铆接过程需要较大压力,铆接设备比较笨重;

铆接过程断面图
可以看出,自冲铆的缺点主要在受力,外观,成本以及操作空间上,但对于钢铝或全铝依旧是最热门的连接工艺。
铆钉及工艺要求
通常的铆钉有3mm、5mm两个系列,目前车身在大部分部分部位都使用5mm铆钉进行连接,具备更好的连接强度,在门洞止口位置应用3mm铆钉,可有效减少搭接边宽度。


SPR连接工艺要求
1. 接头不能含脆性材料(如玻璃及脆性材料);
2. 底层材料可以是铝材或钢材,但延伸率需要大于12%;
3. 不同材质铆接原则:薄板铆向厚板,硬材质铆向软材质;
4. 底层材料的厚度需大于铆点总厚度的三分之一。

02
SPR铆点检测方法
点焊的检测方法,有非破坏性检测和破坏性检测,非破坏性测试,包含常规半破坏凿检和超声波检测,破坏性测试包含全拆解测试、拉剪力测试和金相;同点焊检测方法类似,SPR非破坏性检测主要是外观检测,金相检查,强度检测。
外观检验
外观检验常用的检验工具为隔套百分表。

- 主要对铆钉位置、数目、冲铆方向,铆钉裂纹,进行铆接底部的旋转对称性检查,对称度≤0.40mm;
- 测量铆钉的顶厚,即顶部高出板材的厚度,要求≤0.30mm;
- 测量顶部低于板材的厚度,要求≤0.15mm;
- 下层板材不能被铆钉穿透;
- 铆钉头部的涂料不能被破坏;
- 铆钉15mm内不能有焊缝;
金相检验
金相检验是检查铆接的机械性能的重要手段,通过二维金相试样磨面的显微组织测量,确定连接部位断面的形貌及参数,从而科学评价SPR工艺性能。
金相检验常用工具为切割机、制样机、显微镜。要求低切量一般大于0.1mm,剩余厚度大于0.1mm偏心值小于0.4mm等。

强度检验
强度检验可参照点焊焊点的强度检验方式,即:
①、抗剪sheer
②、剥离测试peel
③、十字拉伸cross
03
几种典型应用
在钢铝混合车身中,由于钢与铝异种金属之间的焊接很难实现,工艺难度很高,SPR自冲铆接这种冷连接方式可以应用在大部分钢铝连接的场景中。
比如:
1、A、B柱区域,UHSS超高强钢 铝
因为碰撞等各方面因素,一般在A、B柱会使用1000Mpa以上的热成型钢。这种钢材与铝的连接一直以来是一个难题,对于铆钉是一个挑战,下图为某车型该部位泡面图样例。


1.5mm UHSS 1.5mm铝 φ5.5mm铆钉
2、减震塔区域, UHSS/HSS 铸铝
传统的减震塔由多个钣金件集合形成,现在一体式真空高压铸造成型的铸铝减震塔被越来越多的主机厂采用。
其减重效果明显,对尺寸精度和性能提升都有较大帮助,也是车身铸铝结构件中性价比最高的。
减震塔周边零件较多,涉及到与多种材料的连接。以下为两种钢板与铸铝的SPR连接,可以提供很好的连接强度及抗疲劳性能。


1.0mm UHSS 3.0mm铸铝 φ5.5mm铆钉
04
总 结
目前,SPR已广泛应用于奥迪、宝马、奔驰、蔚来等公司的铝合金车身,对于全铝车身及钢铝混合车身是必不可少的一种连接工艺,根据车身材料分布应用在具有铝材且无封闭空腔的部位,具备与传统车点焊同样的意义,其对车身轻量化更是必不可少的一环。
今天的话题,就分享到这里;更多详情,请关注GAF螺丝君(GAF-luosijun)
,