本工具是针对倒角计算中,确定倒角最终大小的计算工具,倒角大小在图纸中常见的标注是C1C2等字符,C表示倒角,如果是R,则表示倒圆角,C1C后面的数字,意思是到倒角后的长度,特指从倒角刀位置看向工件的俯视角,而不是倒角斜面的长度,完整的标注其后跟有角度,例如C1*45
由于一般倒角刀的最前端不锋利,无法使用倒角刀的尖去倒角,一般做一个偏移,使用倒角刀的刀刃去倒角,才能倒出漂亮的倒角,所以,本计算工具就是计算这个的,
计算工具的简要使用帮助
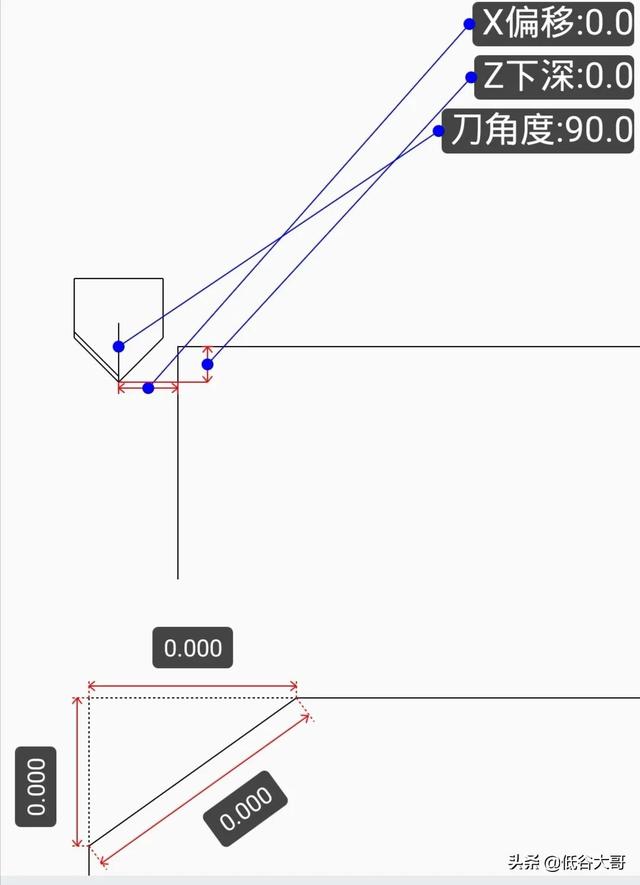
比如倒一个常用的C1*45°的倒角,使用的倒角刀为常用的90°的倒角刀
首先点击X偏移,输入倒角刀在平面的偏移量1,
然后点击 Z下深,输入倒角刀的深度,在这里输入2,由于是90的倒角刀,刀刃的角度必定为45°,如果此处输入1,则切削不到工件,所以不能输入1。最后输入倒角刀的角度,这里输入90,刀是多少度就输入多少度,
此时,下方的结果输出中将标出倒角后的各结果,常用的选最顶上的结果作为C指,此时结果为1,就是C1。
其他说明
计算工具只提供了待倒角边为0,倒角平面也是零的情况,常见的情况是这两参数都不为0,这里需要将计算的参数加上工件的实际情况。
比如:
倒工件左边的一条边,该边位于X-100处,该边的台阶面位于Z-5处,上面的计算结果要增加为X-101,Z值为Z-7;
计算工具只计算倒角完成后的C角大小,实际情况是要在刀长补正中微调的,这是因为倒角刀角度误差,对刀误差,分中误差综合决定的。使用者不必太过精确的计算!
,