大家好,我是木子,今天给大家带来,数控编程加工中,基本的编程方法里面常用的G,M,F,S,T这些代码指令的后续,话不都说,上干货
M指令功能表

三、刀具补偿功能
1、刀具半径补偿
(1)刀具半径补偿的作用
铣削加工时,由于刀具半径的存在,刀具中心轨迹和工件轮廓不重合。编程按刀具中心轨迹进行,其计算相当复杂。刀具半径补偿功能,可使数控编程按工件轮廓进行,数控系统会自动计算刀具中心轨迹,使刀具偏离工件轮廓一个半径值,即进行刀具半径补偿。
(2)刀具半径补偿的方法
刀具半径补偿是将计算刀具中心轨迹的过程交由CNC系统执行,编程员假设刀具的半径为零,直接根据零件的轮廓形状进行编程,而实际的刀具半径则存放在刀具半径偏置寄存器中。
在加工过程中,CNC系统根据零件程序和刀具半径,自动计算刀具中心轨迹,完成对零件的加工。
当刀具半径发生变化时,不需要修改程序,只需修改存放在刀具半径偏置寄存器中的刀具半径值即可。
(3)刀具半径补偿的分类
①G41——左偏刀具半径补偿
格式:G41 Dnn
说明:G41发生前,刀具半径补偿量必须在刀具半径偏置寄存器中设置完成。G41一般与G00或G01指令在同一程序段中使用,以建立刀补。
②G42——右偏刀具半径补偿
格式:G42 Dnn
说明:与G41指令的主要区别是,从刀具的进给方向看,工件与刀具的相对位置不同,其他与G41相同。
③G40——撤销刀具半径补偿
格式:G40
说明: G40指令必须与G41或G42指令成对使用。
(4)刀具半径补偿的过程
①刀具半径补偿的建立。就是在刀具从起点接近工件时,刀具中心从与编程轨迹重合过渡到与编程轨迹偏离一个偏置量的过程。
②刀具半径补偿的进行。执行有G41、G42指令的程序段后,刀具中心始终与编程轨迹相距一个偏置量。
③刀具半径补偿的撤销。在最后一段刀补轨迹加工完成后,应走一段直线撤销刀补,使刀具中心轨迹过渡到与编程轨迹重合。

直线加工如图所示,刀具从初始点 A移至终点B,当执行有刀具半径补偿指令的程序后,将在终点B处形成一个与直线AB相垂直的矢量BC,刀具中心由A点移至C点。

(5)偏移状态的改变
刀具偏移状态从G41转换为G42或从G42转换为G41,都要经过偏移取消,即G40程序段。但在G00或G01状态时,可以直接转换,此时刀具中心轨迹如图所示。

(6)刀具偏移量的改变
改变刀具偏移量通常要在偏移取消状态下,在换刀时进行。但在G00或G01状态下,也可以直接进行。如图所示。

(7)偏移量正负与刀具中心轨迹的位置关系
偏移量取负值时的G41指令功能相当于偏移量取正值时的G42功能;反之,偏移量取正值时的G41指令功能相当于偏移量取负值时的G42功能。
建立左刀具半径补偿的有关指令如下:
G90 G92 X-10. Y-10. Z0
S900 M03
G17 G01 G41 X0 Y0 D01
Y50
建立右刀具半径补偿的有关指令如下:
G90 G92 X-10. Y-10. Z0.
S900 M03
G17 G01 G42 X0 Y0 D02
X50

如图所示 AB轮廓曲线,若直径为Ф20 mm的铣刀运动轨迹为O→A→B→C→O,加工程序如下:

G90 G17 G41 G00 X32. Y24. D01
G02 X97. Y31. R40. F180
G40 G00 X124. Y0
G00 X0
M02
(8)刀具半径补偿的应用
①因磨损、重磨或换新刀而引起刀具直径改变后,不必修改程序,只需在刀具参数设置中输入变化后的刀具直径。
②同一程序中,对同一尺寸的刀具,利用刀具半径补偿,可进行粗精加工。
刀具半径为 r,精加工余量为Δ。粗加工时,输入偏置量( r Δ),则加工出点画线轮廓;精加工时,用同一程序,同一刀具,但输入偏置量 r,则加工出实线轮廓。

2、刀具长度补偿
(1)刀具长度补偿的作用
刀具长度补偿是用来补偿刀具长度方向尺寸的变化。在编写工件加工程序时,先不考虑实际刀具的长度,而是按照标准刀具长度或确定一个编程参考点进行编程,如果实际刀具长度和标准刀具长度不一致时,通过刀具长度补偿功能实现刀具长度差值的补偿。
(2)刀具长度补偿的方法
刀具长度补偿在发生作用前,必须先进行刀具参数的设置。刀具长度补偿在发生作用前,必须先进行刀具参数的设置。对数控铣床而言,采用机外对刀法。将获得的数据通过手动数据输入(MDI)方式输入到数控系统的刀具参数表中。
(3)刀具长度补偿的分类
①G43——刀具长度正补偿
格式:G43 Hnn
说明:G43发生前,刀具长度补偿值必须在刀具长度偏置寄存器中设置。执行G43指令时,刀具移动的实际距离等于指令值加长度补偿值。在同一程序段中既有运动指令,又有刀具长度补偿指令时,首先执行刀具长度补偿指令,然后执行运动指令。
②G44——刀具长度负补偿
格式:G44 Hnn
说明:执行G44指令时,刀具移动的实际距离等于指令值减长度补偿值。其他功能与G43指令相同。
③G49——取消刀具长度补偿
格式:G49说明:G49指令必须与G43或G44指令成对使用。
如果刀具长度偏置寄存器H01中存放的刀具长度值为10,执行语句
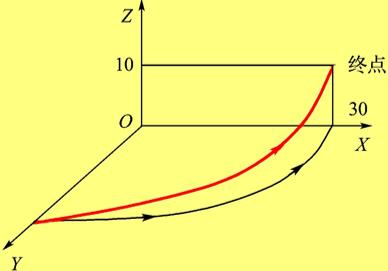
G90 G01 G43 Z-15. H01
刀具实际运动到 Z(-15 10)=Z(-5)的位置,如图所示。

如果该语句改为
G90 G01 G44 Z-15. H01
刀具实际运动到 Z(-15-10)=Z(-25)的位置,如图所示。

好了,今天的分享就到这里了,希望大家喜欢
,