导读
一起学习~
CMK 针对对象:设备对产品质量的能力指数
CMK 是德国汽车行业常采用的参数,称为临界机器能力指数, 是衡量设备运行稳定性的一个指标。
(1)CMK仅考虑设备本身对产品结果的影响,因此,在采样时对除设备因素外的其他因素要严加控制;
(2)CMK考虑的是短期离散,因此取样必须是短时间内取样;
(3)CMK同时考虑样本分布的平均值与规范中心值的偏移。
CPK 针对对象:生产系统对产品质量的能力指数
CPK是指过程能力指数,是指工序在一定时间里,处于控制状态(稳定状态)下的稳定过程的实际加工能力。
(1)CPK 是指操作者、设备、原材料、工艺方法和生产环境等五个基本质量因素综合作用的过程能力指数。
(2)CPK计算经常与控制图Xbar-R图一起使用(判断是否是稳定状态,确定授控后,才计算CPK)。
(3)分组抽样,长时间取样。
(4)考虑中心有偏移。

PPK 针对对象:短期能力指数
PPK是指过程性能指数,是进入大批量生产前,对小批生产的能力评价 , PPK反映的是当前合格率水平。
CMK

S:取样数据的标准差,用STDEV公式直接计算
T:公差范围,即上、下极限值之差
K: 为修正系数或偏离系数
Bi:平均值Xbar 和测量的理论中间值之差
Bi=[ Xbar - 图纸中间值 -(上偏差+下偏差)/2]
CPK
USL: 图纸上限尺寸,(中间值+上公差)
LSL: 图纸下限尺寸,(中间值+下公差)
Xbarbar: 每组抽样数据的平均数,然后再平均数 (其实就是所有抽样数据的平均数)
Rbar:每组抽样数据的极差的平均数
d2:跟据抽样数据的多少而对应的修正系数,有表可查
PPK

S: 取样数据的标准差,用STDEV公式直接计算
附注:CMK和PPK的公式其实是一样的。
CMK
收集数据:
(1)短时间内取样,抽取数据是连续性的;
(2) 假定操作者、环境、原料都不受影响;只考虑设备单一的因素影响;
(产品是同一批次材料,最好同模具号的;测试过程中设备和产品不能做任何调整,强调稳定的过程研究)。
应用范围:
(1) 用于新增加设备验收、新产品试制、设备大修之后等情况;
(2)在稳定的生产状态下,阶段性的了解机器设备对产品质量的影响。
合格判定:
CMK要求大于1.67才为合格
CPK
收集数据:
长时间取样,强调稳定的生产状态,抽取数据是间断的可以是每班抽取5个;
考虑整个生产系统的稳定性,包括操作者,环境,原材料,设备,工艺方法等所有的影响。
(产品可以是不同一批次材料,不同模具号的)
应用范围:
量产后,保证批量生产下的产品的品质状况不至于下降;SPC----也就是结合Xbar-R图,对生产系统稳定的监控。
合格判定:
CPK要求大于1.33才为合格
PPK
收集数据:
量产前小批量生产时抽取的数据;
分析对象也是生产系统。
应用范围:
设备新验收,未到量产稳定阶段,对小批生产的能力评价。
合格判定:
PPK要求大于1.67才为合格
CMK
(1)生产线上所有影响SC尺寸的设备特性参数
例如:
伺服位移反馈--滑道行程
力传感器--滑道最大力和最小力
模具冲头--滑道挡点深度
定量阀--注油量
螺丝枪--螺丝扭矩
还有一些位置尺寸 等和所有的影响装配SC的设备特性
(2)使用阶段:量产前和量产后

CPK,PPK
(1)SPC 控制图----产品图纸上的所有SC特性
例如:SC位置度、SC力值等等
(2)使用阶段:PPK量产前、CPK量产后

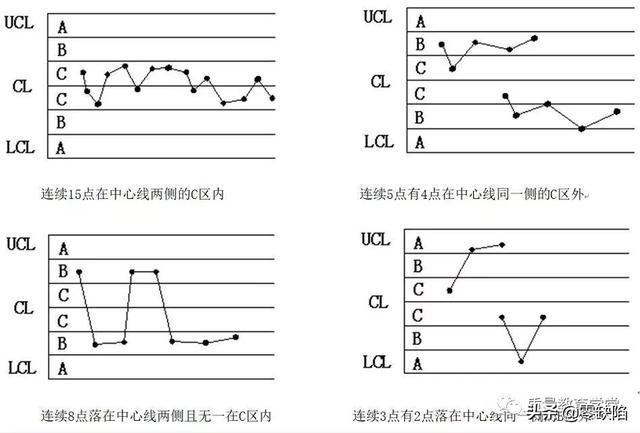
一般来说,质量控制图上的点反映出过程受控的稳定程度。当过程处于受控状态时,其点就随机分散在中心线两侧附近,而接近上下控制界限的点较少。如点未越出控制界限,且在控制界限内排列没有缺陷,则可认为过程基本上处于受控状态。
那么,怎样分析控制界限内点的排列有缺陷,即过程中会发生哪些异常变化呢?
有链
在控制图上,内夹的点连续出现构成了一个链。
即:
① 在中心线一侧连续出现7点链。
② 点在中心线一侧多次出现。
如:
a.连续11个点中至少有10个点在同一侧;
b.连续14个点中至少有12个点在同一侧;
c.连续17个点中至少有14个点在何一侧;
d.连续20个点中至少有16个点在同一恻。
点在控制界限附近出现
点在控制界限附近出现,是指点在±2倍标准偏差~±3倍标准偏差这个范围内出现的意思。
① 连续3个点中有2个点出现在控制界限附近;
② 连续7个点中有3个点在控制界限附近;
③ 连续10个点中有4个点在控制界限附近。
倾向
倾向是指点连续上升和下降的状态。当连续有7个以上的点上升或下降时,应当判此生产过程发生了异常。
周期
周期性变动比较复杂,归纳起来一般有四种情况:
① 阶梯状周期变动;
② 波浪报周期变动;
③ 大波中含小波的周期变动;
④ 大中小波合成的周期变动。
如果在质量控制图上发现上述异常状态,那就要立即调查产生异常的原因。以便采取纠正措施,使过程转为受控状态。这也是质量管理中应用控制图的主要目的。
- End -
【温馨提示】
阅后如果喜欢不要忘记点击右上角“关注”哦。这样就可以每天获取本头条号分享的知识啦。
欢迎大家关注、评论、收藏、转发、交流。
这一天有你们真好,愿你们过得愉快。
文末点击“了解更多”加入 克劳士比部落(通讯录)
,