PE管道优点:
1.造价较一般金属管道便宜。
2.抗震能力强。
3.无锈蚀问题:无须进行管道防腐处理(内外防腐)。
4.阻力小:内壁光滑,且不随使用时间变化,摩擦阻力小。
5.重量较轻:密度较低、重量较轻。密度仅为钢管的八分之一。
6.寿命长:使用寿命长达50年以上(钢管一般为18年)。
7.PE管道便于运输,安装方便。
8.可配合非开挖技术敷设管道。
聚乙烯管材、管件的规格和标志:
1.生产执行标准:
a.管材部分执行GB15558.1-2015;
b.管件部分执行GB15558.2-2016。
2.颜色:
a.燃气管材:黄色或黑色加最少三条分布均匀的醒目黄色条纹。
b.红色标识线:PE矿用管.
c.蓝色标识线:PE给水管、排水管、消防管。
3.标志:
管材标志应为永久性标志,标志不应削弱管材强度、标志间距不可超过一米。内容如下:

管材标志内容:


聚乙烯管焊接形式及原理介绍:
聚乙烯燃气管道连接应采用电熔连接(电熔承插连接、电熔鞍形连接)或热熔连接(热熔承插连接、热熔对接连接),不得采用螺纹和粘接。
焊接原理:是聚乙烯管材、管件等材料进行熔合原理,该物料一般在190~260℃的高温下融化,而冷却 后又会凝固,回复原来坚硬的特性。
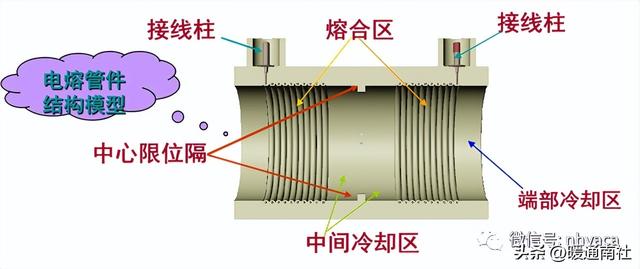
电熔焊接:
焊接原理:是通过管件在生产过程中,预埋於管件内径表面的电热丝,经通电后加热至管件内层及管材外层被熔化成为一体,待冷却后,融合部分回复为固体,从而达到融合的目标。

热熔焊接:
焊接原理:是待焊接的管材(件)两个端面以一定压力靠在一个预热好温度的热板上维持一定时间。当卷边高度达标后,调低压力进行吸热阶段。当吸热时间完成后,取出加热板,给待焊两端面施压,使两个焊接面紧密接触,直至冷却完成,最终两个端面粘接在一起。

热熔对接五阶段划分:

焊接设备简单说明:
电熔焊接设备:

特点:
a.全自动、手动和条形码三种输入方式;
b.全过程的操作提示;
c.焊接周期全过程的电压、电流监控,保证焊接过程的完整性;
d.内存达600个接口参数;
e.结实耐用,全防水、防震设计,可在恶劣环境条件下工作。
f."电流监测"功能。发生管件过热时,可以自动中断焊接过程。

全自动特点:
a.焊接时间、温度、压力全自动控制;
b.拖曳压力自动检测和补偿;
c.加热板自动弹出,温度损失降到最少;
d.焊接过程中各操作步骤实施全过程的自动监控和提示;
e.快速夹持系统提高工作效率达30%;
f.焊接过程动态数据可打印、传输。
焊接工艺参数、注意事项:
热熔对接:
A.加热板表面温度:该工艺推荐温度为200~235℃,施工时根据施工环境和材料可适当进行调整。
SDR11管材:PE80 =210±10℃
PE100=225±10℃
SDR17.6管材:PE80=210±10℃
PE100=225±10℃
B.相关注意事项:
1.在预热阶段和吸热阶段应保持好加热板温度、时间控制;
2.管材或管件端面铣削后应保持清洁;
3.加热板表面结构应完整且清洁,温度能均匀分布;
4.机架应稳固;
5.半自动焊机应严格压力、温度、各阶段时间控制;
6.严禁未完成焊接周期,断电、移动焊接设备等。
PE焊接注意事项:

适当的刮削;承插到位;应用合适的工具将其固定;电熔合控制箱及发电机严禁在有燃气的环境下操作。
PE管材/管件兼容说明:
电熔连接的兼容性:
A.电熔管件可连接不同级别的PE管材和不同壁厚的PE管材;电熔管件的颜色对兼容性无影响。
B.如将SDR11和SDR17.6的PE管材连接起来。但须捡查电熔管件适用的管材SDR范围。
热熔对接的兼容性:
A.热熔对接管件的PE级别及SDR应与管材的PE级别及SDR相同。
B.颜色对兼容性无影响。
C.不同PE级别、不同SDR的管材/管件不应使用热容对接。
D.高密度PE80管材/管件与中密度PE80管材/管件不宜热熔对接。
不同壁厚、不同PE级别、不同熔体流动速率的管材/管件,必须采用电熔连接,严禁使用对熔连接。

A.一般来说,PE100采用高密度原料;
B.市场上PE80也有采用高密度。

PE焊接质量检查(电熔):
接口圆周各处均有明显刮削;熔合显示针升起;电熔管件处于定位线正中央;管件两端没有熔胶流出。检查焊接记录。
PE焊接质量检查(热熔对接):

不具备无损探伤技术;100%焊缝刨边检查;焊口编号、保存。

卷边底部焊接面是否夹杂污染物。
卷边是否对称、均匀、圆滑。
卷边是否在指定范围内。
将卷边向背后屈曲检查是否焊接不足。
检查焊接记录。
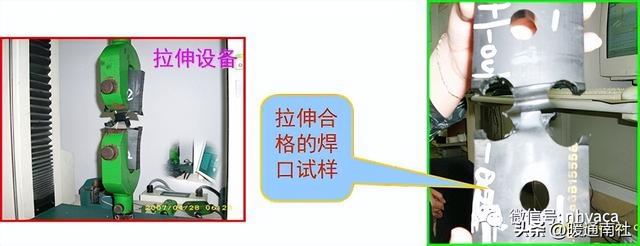
焊口的外观质量检测:

焊口的破坏性试验:
PE管道应用:
聚乙烯管材:聚乙烯管材是管道系统组成中的主要组成部分,是由聚乙烯原料加工而成。
本工程采用的是中密度PE80、SDR11黑色聚乙烯管材;
壁厚为:定尺长度:12米/根。

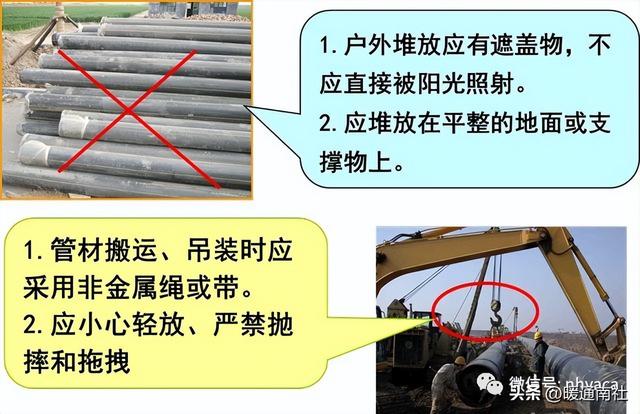
聚乙烯管材堆放储存注意事项:
热熔、电熔管件:
1.管件依根据施工方法、用途不同分:电熔管件和热熔管件。
2.热熔管件根据生产方式分:注塑管件和焊制管件(不推荐使用)。
3.热熔管件有法兰、变径、弯头、等径三通、异径三通和端帽等。
4.电熔管件有套筒、变径、弯头、三通、鞍型三通、鞍型端帽。

钢塑转换接头:
1.在聚乙烯管道系统中,当聚乙烯管道与金属管道系统连接时——常需使用钢塑过渡接头连接;
2.常见的有:如聚乙烯管道出地面进户前与流量表、压力表、减压阀等的连接。
3.钢塑过渡接头一端为聚乙烯管材,另一端为钢管,两者靠丝扣锁紧,之间靠密封圈来密封,可保证结合处不泄露。

聚乙烯管焊机选用:
本工程采用的自动对熔焊机。

焊机参数控制:

示踪线:
1.PE管道埋设示踪线原因—PE管未非金属绝缘体,无法被金属检测仪发现。
2.示踪线—示踪线为金属线(即电线),有的在警示带内夹放金属铝箔,将警示带与示踪线合二为一(又称可探警示带)。

警示带:
1.为保护管道在日后运行中,减少意外破坏,管道的上 方,距管顶不小于300mm处敷设一条警示带;
2.警示带上应有醒目的提示字样,颜色为金黄色。
3.警示带应能抗击回填土的冲击、压迫及土壤中化学物质的腐蚀,寿命不低于50年。

保护板:
1.保护板是用以保护埋地的中压聚乙烯燃气管道及直径大于250mm的低压燃气管道,且上面刻有警示字样。
2.常见的保护板:聚乙烯板、混凝土板。

电子标识器:
1.电子信息标识作用—准确记录了该管道电子标识器条形码、设施类别、管径、材质、覆土深度、埋设年月等信息。
2.工作原理—通过反射探测仪器信号而被探测到。
3.材质—由密封防水聚乙烯壳体及其内部的无源天线构成。

敷设顺序:

注意事项:
1.管道周围及管顶之上300mm内应采用河沙或优质原土回填;
2.原土应先经筛网筛选,最大粒径不应超10mm;
3.管顶500mm以上的回填土内允许有少量直径不大于0.1m的石块。


PE管道与供热管道之间安全水平间距:

本文来源于互联网,作者河北天燃气。暖通南社整理编辑。
,