加强角为某和谐系列电力机车司机室配件,材质为45 钢,经锻造而成,其锻件外形尺寸如图1 所示。由图1 可以看出,该锻件呈直三棱柱形状,底面为直角边80mm 的直角三角形,高度为85mm。

图1 加强角外形尺寸
考虑到该锻件是一个直三棱柱,单个锻件若采用自由锻进行锻造难以成形,且操作者需多次翻转坯料,工作强度大。因此设计了1t 自由锻 带锯床锯切的生产工艺,可同时生产多个加强角锻件。具体生产工序如图2 所示。

图2 加强角的生产工序示意图
⑴将φ100mm 的圆棒料加热至规定温度,保温规定时间后,在1t 自由锻锤上进行拔长,锻制成截面为80mm×80mm 的长方坯;
⑵待其冷却后,将长方坯在带锯床锯切成高85mm 方坯;
⑶最后将该方坯的正方形面沿对角线锯切成两个加强角锻件。
生产部门按此工艺生产的加强角锻件在质量检查时发现废品率较高,不符合锻件图纸要求。其主要问题表现在:
⑴锻件直角三角形面的一个边长小于规定尺寸,无法进行下个工序的机械加工;
⑵部分废品无法保证为规则的直三棱柱,直面不直,无法进行下个工序的机械加工。
此外,在生产过程中发现,依照该工艺虽然一次可以锻造多件产品,但必须经过两次锯切才能最终得到成品。这种工艺生产周期长,工序多,能耗高,也使得成本增加不少。
问题分析与改进
尺寸不合格原因分析
对尺寸不合格锻件观察发现,其全部都是锻件直角三角形面且一边长一边短。很明显是在锯切方坯时,锯条没有对准对角线切割,在带锯床上试验两块方坯后发现两点原因。

图3 锯切示意图
⑴因为带锯锯条柔韧性强,很容易弯曲扭转,所以其在锯切加强角锻件时锯切方向很容易发生偏转,造成锻件尺寸不合格,如图3(b)所示;
⑵由于带锯床夹持工装为直板状,沿对角线夹持时不牢固。当锯床工作时,锻件受到很大的横向拉力,此时很容易造成锻件偏移,导致尺寸无法保证,如图3(c)所示。
锻件为非规则直三棱柱原因分析
这部分锻件废品,表现为直面不直,具有一定的弧度或斜度。根据锻件情况及观察自由锻锤工作后发现,锻件的直面全是在钢坯第一步拔长时靠自由锻锤的砧面锻平。因为钢坯较长,砧面锤面相对较小,且还存在人工操作及设备稳定性因素的影响,所以造成直面不直的现象。
生产效率低,生产周期长原因分析
通过图2 可以看出,在第一道自由锻拔长工序时,拔长一段钢坯所需时间并不多,然而后两道锯切工序却累计需要0.6 ~1 小时。可见生产工序多、工时长是导致生产效率低的原因。
改进方法
对该加强角锻造工艺改进主要从以下两方面进行,一是提高锻件质量,二是减少工序流程。因此,锻件最好能够一次成形,从而省去后面的锯切工序。要使锻件一次成形,且得到好的锻件质量,简单的自由锻显然不行,这要求钢坯在锻造变形时必须可以控制向理想方向变形。基于以上分析,且加强角锻件较小、形状简单,加工一副锻模成本相对较低,所以决定采用模锻使加强角锻件一次成形。
模锻工艺设计
绘制锻件图
⑴确定分模位置。
根据加强角形状确定三棱柱直角两面为固有的倾斜面,为自然的斜度,不用添加斜度即可自然出模,分模面设置如图4 所示。

图4 分模面
⑵确定公差和加工余量。
锻件形状复杂系数较低,根据自身尺寸及有关手册确定其长度、宽度、高度公差为 2mm 和-1mm。
零件底面按等边直角三角形进行考虑,其边长实际为73.5mm。并且零件需铣削加工,加工工序较多,故单边余量设置为6.5 ~11mm。
⑶确定模锻斜度。
加强角锻件的两个直角面为自然斜度,其他两面斜度均设置为5°。
⑷确定圆角半径。
锻件较小,形状不复杂,故圆角半径设置为3mm。
⑸技术条件。
1)未注拔模斜度为5°;
2)未注圆角半径为3mm。
⑹绘制锻件图如图5 所示。

图5 加强角锻件图
计算锻件主要参数
⑴锻件体积:V件=S底×H=288000mm3
⑵锻件质量:M件=V件×ρ=2.27kg
ρ—钢铁密度取7.85×10-6kg/mm3
⑶分模面周长:C=2×(A B)=2×(95 113)= 416mm
A、B—锻件分模面边长
⑷分模面投影面积:F件=A×B=95×113=10735mm2
确定模锻锤吨位
按锻件在分模面上的投影面积、锻件复杂程度和变形抗力大小确定模锻锤吨位:
G=αβF件=1×0.09×10735=966.15kg
α—合金变形抗力系数,钢取1.0
β—锻件复杂程度系数,中等复杂取0.09
F件—不包括毛边的模锻件在分模面上的投影面积(mm2)
现有2t 和5t 两种模锻锤,经计算选择2t 模锻锤进行锻造,配合250t 切边压力机。
确定毛边槽尺寸形式
选定毛边槽尺寸为桥部高1.5mm、长10mm,仓部高4mm、长30mm,如图6 所示。

图6 飞边槽形式及尺寸
飞边槽横截面积:F飞=F桥 F仓=15 120=135mm2
F桥—飞边槽桥部横截面积
F仓—飞边槽仓部横截面积
确定终锻型槽
终锻模膛是按照热锻件图加工和检验的,热锻件图在锻件图的基础上考虑热收缩率后绘制。加强角材料为45 钢,查阅相关手册确定收缩率为1.2%。根据锻件图设计圆角R3mm,拔模斜度5°。
热锻件图尺寸计算公式:L=l(1 δ)
L—热锻件尺寸
l—锻件尺寸
δ—终锻温度下金属的收缩率
热锻件图如图7 所示。
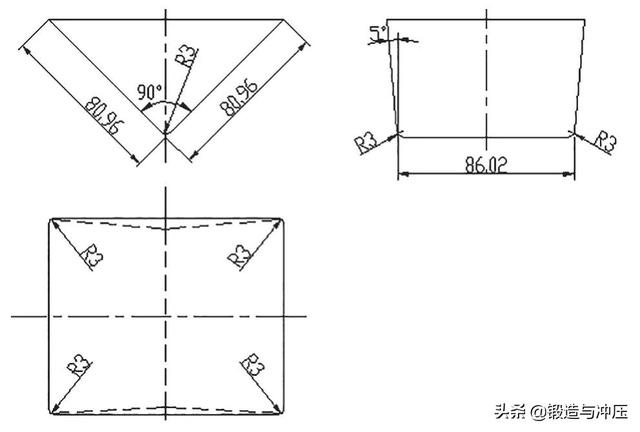
图7 加强角热锻件图
绘制锻模图
加强角锻模分为上下两块锻模,下模设计终锻模膛,上模为没有模膛的平模。下模终锻模膛设计在锤击中心。锻模下模如图8 所示,加强角锻模加工完成后如图9 所示。

图8 加强角锻模下模

图9 加强角锻模(加工后)
确定坯料尺寸
⑴飞边体积的计算。
模锻时,飞边并不完全充满飞边槽。据经验,按0.7 倍的飞边槽横截面积乘以分模面周长可以得到近似的飞边体积。
V飞=C×0.7F飞=416×0.7×135=39312mm3
⑵坯料体积计算。
V坯=(V飞 V件)×(1 μ)=(39312 288000)×(1 3%)=337131.36mm3
μ—烧损率取3%
⑶平均横截面积。
F 均 =V 坯 /L 均 =337131.36/[(85 95)/2]=3745.90mm2
L均—锻件平均长度
⑷坯料截面积计算。
F坯=kF均=1.2×3745.90=4495.08mm2
k—数值在1.02 ~1.3 之间,根据锻件复杂程度确定为1.2。
⑸坯料直径计算。
d坯=2×(F坯/π)1/2=75.65mm
根据原材料规格,决定生产坯料取直径80mm 的圆棒料。
⑹生产坯料长度计算。
L 坯 =V 坯 /S 坯 =337131.36/[π×(80/2)2]=67.10mm
S坯—生产坯料截面积
经试制调整确定坯料长度为70mm。
加强角锻件锻造
经带锯床锯切下料后,采用天然气炉进行加热,加热温度1170±50℃,始锻温度1150±50℃,终锻温度≥800℃。
结论
按上述工艺对加强角进行模锻生产,经检验,完全符合要求。
加强角锻件的模锻锻造,很好地解决了前期生产中的问题。不仅提高了锻件质量,还有效地提高了生产效率,缩短了生产周期,降低了能耗。对加强角锻造工艺的成功改进,在质量、效益、技术和节能减排方面都起到积极作用,并对以后同类产品的生产也起到借鉴作用。
—— 来源:《锻造与冲压》2020年第1期
,