电梯曳引机的传动方式为蜗杆蜗轮传动,其主要失效形式与齿轮类似,有齿面的点蚀、磨损、胶合以及蜗轮轮齿的折断等形式,其中以啮合齿面的点蚀及蜗轮齿面磨损最为常见,此外胶合亦时有发生。常用的蜗轮材料为锡青铜ZCuSn10Pb1、铝青铜ZCuAl10Fe3和高铝锌合金ZA27等。ZA27锌铝合金具有良好的力学性能及相比铜合金蜗轮的低成本优势,被广泛应用于多个工业领域。但ZA27具有较大的凝固区间(381~487℃),呈糊状凝固,这使得重力铸造过程中难以避免存在疏松、气孔、偏析等缺陷,力学性能不均匀,影响了其接触疲劳寿命。目前,部分锌合金蜗轮采用一次直接挤压铸造成形,其克服了传统金属型重力铸造的缺点,提高了锌合金蜗轮的品质,但对于制作大截面锌合金蜗轮(主要为市场上应用的外径大于400 mm的锌合金蜗轮)仍存在不足。
1 双重挤压铸造过程及设备

利用双重挤压铸造技术制备大截面锌合金蜗轮坯,并对其显微组织、力学性能以及针孔度进行了研究,旨在为大直径涡轮的生产提供参考。
首先熔炼ZA27合金,然后保温到600~650 ℃,同时将模具预热到200~250 ℃,通过机械手料勺舀取定量的合金液,采用自制的雨淋式浇注系统,将合金液通过平稳浇注到下模型腔中,然后上模板带动主副挤压冲头以5~10 mm/s的速度下降使得合金液平稳充型并合模增压,在比压为70~100 MPa下保压50~100 s后,保持主缸压力不变,下副缸带动副冲头挤压轮缘,在比压为50~70 MPa下保压50~120 s。合金液在高压下快速结晶并凝固后,主缸活塞上行开模,铸件通过筋板和轮缘的台阶包裹主冲头外圆的包裹力随上模板上行带出,副冲头下行顶出蜗轮。大截面挤压铸造的蜗轮坯见图1,蜗轮毛坯剖视图见图2。
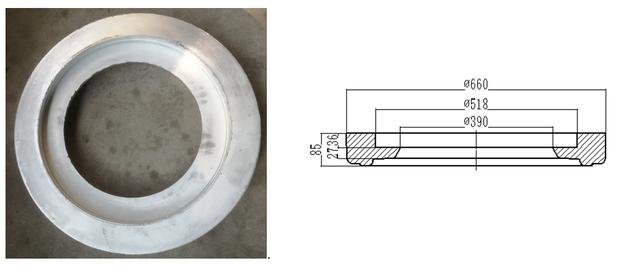
图1 大截面蜗轮坯 图2 蜗轮坯剖视图
1.2 双重直接挤压铸造设备及模具
大截面蜗轮双重挤压铸造成型设备为自行设计的JD-1000型串缸立式挤压铸造机。挤压铸造成形蜗轮的模具见图3。

图3 大截面蜗轮双重挤压成形模具
1.副缸连接板导柱 2.副缸连接板 3.主缸连接板 4.上模套 5.下模套 6.副缸活塞
7.副缸与副冲头连接杆 8.主冲头 9.副冲头 10.型腔 11.下模 12.上下模合模导柱
2 试验结果分析

2.1 不同工艺下ZA27蜗轮的显微组织及性能
图4为不同铸造工艺下ZA27大截面蜗轮坯的显微组织。表1为不同铸造工艺下蜗轮本体取样力学性能。可以看出,相比金属型重力铸造,双重挤压铸造下,蜗轮的组织更加均匀细小,且无缩孔和缩松缺陷,这大幅提升了蜗轮的性能,其中抗拉强度提高了27%,伸长率提高了100%,大幅提高了蜗轮的安全使用系数。

(a)双重挤压铸造 (b)金属型重力铸造
图4 不同铸造工艺下蜗轮的金相组织

2.2 不同工艺下ZA27蜗轮的针孔度
图5为不同铸造工艺下大截面锌合金蜗轮的截面针孔度。双重挤压铸造锌合金蜗轮筋板及轮缘的针孔度均优于1级,而金属型重力铸造锌合金蜗轮的针孔度低于2级。
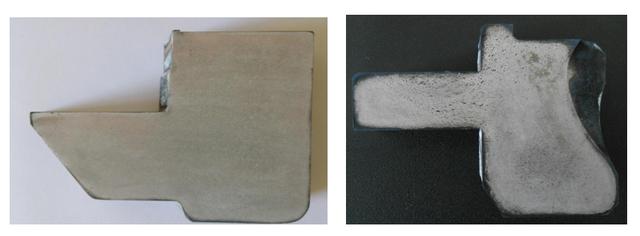
(a)双重挤压铸造 (b)金属型重力铸造
图5不同铸造工艺下锌合金蜗轮的针孔度
3 分析与讨论
挤压铸造下,锌合金液在模壁激冷及保压压力下,可快速形成大量的形核核心,随着铸件的凝固,蜗轮又可在压力下强制补缩[8]。因而,挤压铸造下锌合金蜗轮的组织均匀而细小,并使得合金更加致密,从而提高了铸件的力学性能。采用双重挤压铸造方法,在蜗轮凝固过程中,根据蜗轮不同部位的凝固先后顺序,分阶段进行二次挤压,使得挤压压力在合金凝固过程中合理分布,提高局部挤压压力的有效作用时间,有效解决了蜗轮厚大部位的组织致密和晶粒细化问题,从而也提高了蜗轮不同部位的针孔度等级。
结论
◆ ZA27合金蜗轮的双重挤压铸造最佳工艺:浇注温度为600~650℃,模具预热温度为200~250℃,合模速度为5~10 mm/s,主副冲头在比压为70~100 MPa下同时保压50~100 s后,副冲头在50~70 MPa比压下开始施压蜗轮轮缘,保压50~120 s。
◆ 通过双重挤压铸造获得了组织及性能均匀的大截面锌合金蜗轮,相比重力铸造,蜗轮抗拉强度提高了27%,伸长率提高了100%,针孔度提高了1个等级以上。
来源:《特种铸造及有色合金》2020年第40卷第08期 陈家坚 广东粤海华金科技股份有限公司
,




