一、游标类量具的原理和正确的使用方法

1、游标类量具分:游标卡尺、深度游标尺、高度游标卡尺、带表卡尺、电子数显卡尺。
2、游标类量具原理:是利用尺身刻线间距与游标刻线间距之差进行读数的量具。
注:带表卡尺是利用精密齿条和齿轮传动把直线位移转化为表指针角位移在尺身和表盘上读数的量具。
3、游标类量具的用途:测量工件内外尺寸、宽度、厚度、深度和孔距、划线等。
4、卡尺的使用与保养
4.1、检查与校对零位
使用卡尺前,应先检查外观是否正常,移动尺身时是否平稳,有无卡滞现象。如正常再检查其零位。具体方法是将两量爪紧密贴合,在光亮处观察有无明显光隙。再观察游标与主尺的零刻线是否对准,如对准可以使用,否则,进行修复后才能使用。
1、钢直尺是普通测量长度的量具,由不锈钢片制成具有一定的弹性。尺面上下两边刻有线纹。尺左端为方形,是线纹刻度的起点端。右端为半圆形,中间有一悬挂孔。尺面有以厘米为计数单位的数字、制造厂名和商标。规格为150、300、500、1000、2000mm。钢直尺的分度值为1mm。
2、使用与保养:
2.1、钢直尺为一般工作用尺,使用范围很广,是机械行业中钳工、车工、刨工及钣金工等工种必备量具。
2.2、使用时应注意尺身不能弯曲;尺端边及两个直角不应有磨损及损伤,以保证尺端与尺边的垂直。
2.3、用钢直尺测量工件时,应当注意使钢直尺的侧边与工件被测尺寸的轴线重合或平行,以减小因操作方法不正确引起的测量误差,提高测量准确度。
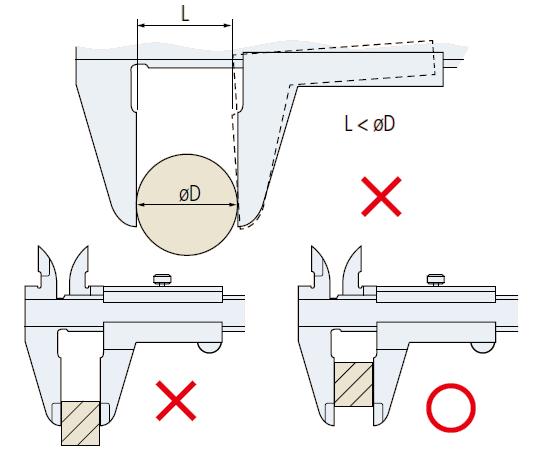
2.4、测量矩形工件时,尺的端边要与工件垂直并对准零位,读数时注意视差的影响。测量圆形工件直径、孔径尺寸时,用尺端(或任一刻度)对准工件一边,而另一端绕此点来回移动,读取最大值即为测量结果。
2.5、使用完钢直尺后,应擦去尺面油垢,平放在工作台或悬挂起来。
三、测微计量器具的原理和正确的使用方法

1、测微计量器具,由于其结构简单,使用和携带方便,且其结构设计符合阿贝原则并有测力装置,故其精度较高,是机械制造业中最常用的一种精密计量器具。
2、测微计量器具按其用途和结构特点分为:外径、公法线、深度、内径、内测、V形砧、孔径和螺纹千分尺。
3、工作原理
测微计量器具是应用螺旋副传动原理,借助测微螺杆与螺纹轴套作为一对精密螺旋偶合件,将旋转运动变为直线位移,利用由固定套管和微分筒所组成的读数机构读得被测长度的尺寸。
4、读数方法
测微计量器具的读数机构,是由固定套管和微分筒组成。在固定套管上刻有作为微分筒读数基准线的纵刻线的上下方各刻有25个分度,每个分度的间距为1mm,上一排刻线的起始位置错开0.5mm,在微分筒的圆周斜面上刻有50个分度,测微螺杆的螺距为0.5mm,因此,微分筒旋转一周时,测微螺杆移动0.5mm,微分筒旋转一个分度时(即1/50),测微螺杆移动0.01mm,故其分度值为0.01mm。
5、外径千分尺的正确使用
5.1、 外观是否正常,移动是否灵活,有无卡滞现象。
5.2、 外观合格后,必须首先校对其零位。对测量范围 为0~25mm的千分尺,校对零位时应使两测量面接触对于测量范围大于25mm的外径千分尺,应在两测量面之间安放尺寸为测量下限的校对量杆或量块后进行。调整时,首先将两测量面擦干净,使其两面良好接触后进行,如零位不准确可用专用扳手调零。
5.3、 当千分尺的测量面将要与工件接触时,要使用测力装置,不要用手转动微分筒进行测量,以免由于测力的不稳带来测量误差。
5.4、 千分尺测量轴的中心线要与工件被测长度的方向一致,不得歪斜。
5.5、 测量正在加工的工件尺寸时,工件要在静态状态下测量,否则易使千分尺的测量面很快磨损甚至使测杆扭曲,而且测得值也往往不准确。
5.6、 不能用千分尺当卡规使用。
5.7、 使用千分尺时,手必须握在隔热装置的位置处,以避免将测量者的体温传给千分尺,使千分尺的温度与被测工件的温度不一致而产生较大的测量误差。刚加工好的零件,尽可能使被测件的温度与千分尺的温度基本一致时测量,特别是对大尺寸工件更应加以注意。
6、外径千分尺的维护与保养
6.1、 当测量工作完毕之后,应将千分尺放在安全的地方,不要放在机床经常活动的部位,以免将千分尺撞伤或挤坏。
6.2、 要远离磁场,防止千分尺磁化影响测量精度。
6.3、 千分尺不用时,应用干净的棉布将各个部位擦拭干净,慢慢转动微分筒或测力装置,使千分尺处于零值附近的状态后,将其放入尺盒中。
6.4、 定期送计量室由计量人员进行维修和保养。

本文转载自互联网,由365me编辑整理。
,