更多精彩,关注“PLC发烧友”
回复:西门子全套,领西门子系列全套资料包!
导读
本案例主要让读者练习西门子S7-200SMART系列PLC位逻辑指令、定时器、子程序的结构,了解编写一个程序的思路与逻辑。

控制要求:
1.不合格:通过颜色传感器检测产品颜色进行判断产品是否合格,将通过推动气缸1存放至一号工位;
2.铁材质合格产品:电感传感器检测到产品为铁材质时,将通过推动气缸2存放至二号工位 ;
3.塑料材质合格产品:光电传感器检测产品为塑料材质时,将通过推动气缸3存放至三号工位
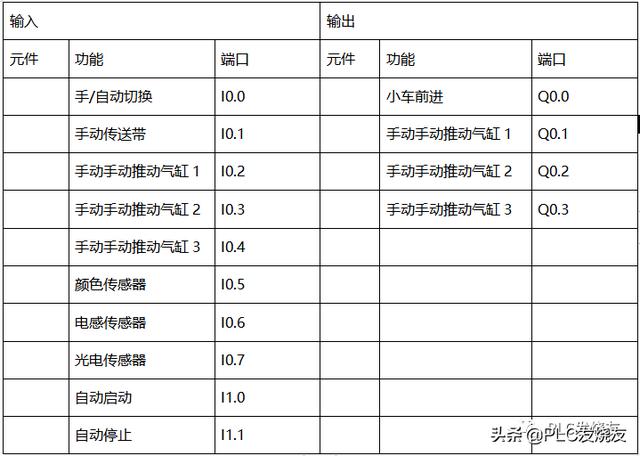
I/O表:
如何进行I/O分配?这是一项简单又重要的工作,也就是说将每个输入设备对应一个PLC输入点,每个输出设备对应一个PLC输出点,明确输入/输出设备有哪些?它们各自的作用是什么?对应的是PLC的那些点,这就是是I/O分配。
作用:方便后续画接线图、编写程序、注释程序、读程序、设备选型等。
I/O表
PLC程序
主程序:MAIN
手动控制模式在这里的作用是方便调试气缸和电机。如果后期不需要手动,手动程序可以取消掉。

程序段1:调用开机回原点,手动,自动子程序,I0.0在这里的作用是设备只能在手动或者自动模式,防止启动了两种工作模式。
子程序:初始化
为什么要做初始化?
假如你的设备做了断电保持的数据,有些数据需要满足才能启动设备。没有做初始化的时候,你会发现你的设备启动的控制程序不正常等等情况。有的设备是回原点并对数据清零,有的设备是对数据清零就可以了。没有做初始化,可能你的设备不能启动,甚至会损坏设备和危及人身安全,根据控制要求决定哪些数据需要进行初始化。

程序段1:上电的第一个周期和自动模式切换的时候执行复位M0.0和Q0.0-Q0.3。
子程序:手动
P指令:上升沿,当上升沿前面的状态由0变成1的那一个扫描周期接通。
N指令:下降沿,当下降沿前面的状态由1变成0的那一个扫描周期接通。


程序段1:当I0.1从0变为1状态的时候,P指令接通一个扫描周期,接通置位指令,Q0.0置1,当I0.1从1变0状态的时候,N指令接通一个扫描周期,接通复位指令,Q0.0复位位0。
程序段2-4:同程序段1原理一致。输入点接通时置位输出,输入点断开时复位数值。
子程序:自动

程序段1:I1.0为1状态时,置位M0.0启动标志位和Q0.0传送带,I1.1为1状态时
复位M0.0和Q0.0开始的4位输出。
程序段2:当自动启动后,M0.0启动标志位为1,当颜色传感器I0.5检测到产品,推出气缸1置1,推动气缸1推出,当2s后推动气缸1复位0,推动气缸1缩回。

程序段2:当自动启动后,M0.0启动标志位为1,当电感传感器I0.6检测到产品,推出气缸2置1,推动气缸2推出,当2s后推动气缸2复位0,推动气缸2缩回。
程序段3:当自动启动后,M0.0启动标志位为1,当电感传感器I0.7检测到产品,推出气缸3置1,推动气缸3推出,当2s后推动气缸3复位0,推动气缸3缩回。
来源:技成培训网——PLC发烧友,作者:技成-邹志锐,未经授权不得转载。留言处大家可以补充文章解释不对或欠缺的部分,这样下一个看到的人会学到更多,你知道的正是大家需要的。。。
回复:西门子全套,领西门子系列全套资料包!
,




