先科普一下基本流程吧,本帖专门就多层板简单研究,单双面OUT了,盲埋孔以后有时间在继续:开料-内层线路-内层蚀刻-AOI-压合-钻孔-孔化一次铜-外层线路-二次铜-外层蚀刻-防焊-文字-表面处理-CNC成型-电性能测试-成品检验FQC-包装出货
以上是基本流程,各公司应该都大同小异,中间部分检验工序忽略了,另表面处理工序根据不同工艺,作业时间也有不同,后面再讲
先声明一下,本人不是专家,有不对的地方欢迎一起讨论...........
下面逐工序讲解
一:下料,其实都只是表达一个意思---将覆铜板大料裁切成需要的尺寸,开料一般需注意的几个事情:
a、尺寸:外形尺寸(长款以及是否裁斜了)、板厚、铜厚
b、材料供应商是否符合要求
c、数量是否符合要求,板材型号是否符合要求
d、一般来讲,剪板机裁下来的需要磨边,锯板机生产的可以不磨边,但都需要圆角
e、内层板请注意区分经纬方向,有些公司有烘烤的工艺,不一而论
开料工序相对来讲较简单切编制少,一般由内层或钻孔工序监管,开料工序品质相对好管控,故管理重点应放在成本控制上,比如边料、板材利用率....
2.内层线路:一般分为内层湿膜、曝光、显影、线路检验等工序,作业原理类似照相,第一步将油墨(湿膜)均匀的涂布在已开料的覆铜板上(手工的一般是用丝网印刷的方式,自动化的一般用涂布机直接涂布),经过烘干后,在已涂布油墨的板子上放上对应的底片(也叫菲林),然后把这个组合放在曝光机里曝光,经光源作用将原始底片上的图像转移到感光底板上 ,内层所用底片为负片,即白色透光部分发生光聚合反应, 黑色部分则因不透光,不发生反应,使用显影药水将未发生聚合反应之干膜冲掉,而发生聚合反应的油墨则保留在板面上作为蚀刻时抗蚀保护层,此为内层线路流程........手打好辛苦啊
一般来讲,线路工序的品质难以管控,因为涉及到的因素太多,这里只列出个人认为重要的几个方面:a、无尘室的环境、温湿度控制(相当重要)
b、各设备的参数是否最优(曝光机、显影机)以及药水浓度、作业参数控制
c、设备保养,底片检验、涨缩控制......
d、手工作业的地方更注重员工的作业技能
e、干膜相对来讲要好做点且效率高,但成本比湿膜高太多
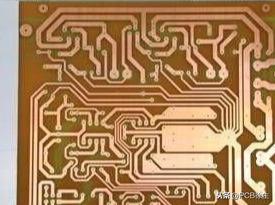
3.蚀刻:蚀刻根据产品生产状态分为内层蚀刻和外层蚀刻,根据药水性质分为酸性时刻额和碱性蚀刻,蚀刻的原理其实很简单,通俗点说就是通过化学药水和铜反应,将芯板上露出来的铜腐蚀掉,没有接触过蚀刻的朋友可能有疑问:药水怎么知道哪些铜(也就是线路图形部分)是要保留下来有用的,哪些是没用的需要去掉的。这个问题就是上道工序----湿膜曝光的作用了,芯板经过湿膜曝光后,芯板上需要保留的铜面会被油墨遮盖住,而不需要的部分则暴露在外面,遮住的部分不能接触要水,所以不起反应。待药水和铜面反应完成后,在用另一种退膜的药水将残留的油墨退掉,至此,芯板上的图形已经完成了,附一张蚀刻后的图片
一般蚀刻的所使用的设备叫做水平蚀刻线,整条线一般由退膜、蚀刻、退锡等几个部分组成,各组成部分使用的药水机作业条件不相同,功能也完全不同,蚀刻主要的管控重点在于
1.药水浓度
2.作业温度
3.设备的情况,喷嘴等
一般情况下,最好是在各组成部分间设中间检验人员,这样能更好的保证生产品质,蚀刻这里我不是很懂,大致知道是这样,有高手来的请帮忙补充,另内层蚀刻和外层蚀刻的作业流程是不一样的,应一个是正片一个是负片,接触过的朋友应该都知道
4.一般来讲,现代的PCB工厂,内层蚀刻之后都会安排AOI检验,AOI可以叫做自动光学检验机,工作原理是强光照射在新版表面上之后,通过接收铜面反光情况与设定的资料做对比,来判定内层图形的品质情况(很罗嗦,不知道初学者能不能理解),这里首先我们要确定一点就是AOI检查的必要性,八九十年代,PCB设备不是很发达,那时候检验一般靠肉眼或者放大镜来完成,因为这里面存在很大的主观因素和漏检,极大的造成了后续的品质不良,所以强调一下检验的重要性,之所以设检验工序,目的就是在产生不良之后能立即发现并检修,不要扯杜绝不良.....没有公司能做到不产生不良
AOI貌似就这么多了,作为检验工序来讲,相对比较复杂,因为涉及到资料制作,各司的规范不同,不列了。
5.终于到压合了,写这里的很忐忑啊,万一没写好,不是打自己脸吗?好吧,打就打吧....
一般流程:表面氧化(黑化或棕化)-预叠(PP裁切)-(六层以上多层板-熔合、铆合)-叠板-热压-冷压-铣钻靶-锣边-磨边
表面氧化:一般表面氧化都是黑化或者棕化工艺,目的和原理都是一样,药水和铜的氧化反应使铜表面产生一层凹凸不平的氧化膜,黑化做出来的是黑色的,棕化是棕色的,这两种工艺对比起来大概有以下不同
1.黑化作业效率低,但如果设备比较先进,也低不到那里去
2.棕化的结合力更好
3.棕化能有效解决粉红圈问题
可能有人会问,既然棕化全是优点,那为什么还做黑化呢?存在即合理,黑化依然存在的原因是:适合小规模生产,设备投入成本低,棕化更偏向于大批量的生产,只有大批量的生产才能更犀利的体现出棕化优势。最后,很明显的,棕化和黑化使用的药水不可能是一样的,但基本上所有用到药水的地方,基本上都会用到这几种强酸(硫酸)强碱(氢氧化钠)氧化剂(双氧水
好了 今天先说到这里,后期再慢慢更新,由于现在转行销售这块 很多生产上的知识都还给当时教我的师傅了
,




