江苏激光联盟导读:
本文介绍了高熵合金的焊接方法和焊接机理。
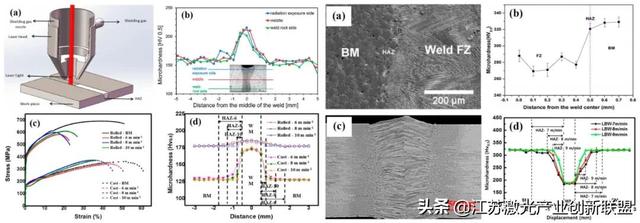
1.1.1. EBW参数对焊缝性能的影响
EBW的参数主要包括焊接加速、波束电流和加速电压,有必要研究这些因素的影响。
目前,EBW在HEAs的焊接中的应用很少。吴等人进行纵向冷轧和退火,以改善CrMnFeCoNiHEAs的微观结构,然后对这种合金进行EBW。研究了室温(293K)和低温(77K)下焊接接头的性能。与具有细等轴晶粒的bm相比,FZ具有相对较长、较粗的晶粒,降低了焊缝的塑性变形和延性。粗晶粒的负面影响可以通过大量的双胞胎活动来补偿,从而提高焊缝的抗拉强度和延性。在低温(77K)下,焊接接头比在室温(293K)下具有更优异的抗拉强度和延展性,因为双胞胎产生的额外内部双边界发挥了增强作用。同时,在金属的低温变形过程中,双胞胎可以作为一种额外的变形机制,而变形的双胞胎可以增加材料的应变硬化,从而延迟粘结。低温(77K)的双带密度远高于正常温(293K)。在低温下形成了孪生效应,CrMnFeCoNiHEAs在低温下的性能更为优异。随着温度的降低,机械纳米孪从正常温度下的平面滑脱位错活性向变形的转变,形成连续的稳定应变硬化。

▲图1 不同焊接方法所得到的焊接焊缝
▲图2 激光焊接高熵合金的实际案例图
同样地,Wu等人采用CoCrFeMnNiHEACoCrFemm/min进行EBW。焊缝中出现粗粒,可促进机械双晶体的形成。在变形过程中产生的纳米双束和双束非常有利于提高力学性能,这是由于相互作用引起的动态Hall-Petch的影响双位脱位的。EBW在293K和77K下制备的焊接接头性能与293K和77K时的性能相当,表明粒度对应变调节的影响大于双胞胎活性。与较高电流、较高焊接速度(5mA和9.53mm/s)制备的焊接接头相比,通过较低的焊接速度和电流可以制备性能较好的焊接接头。同时,当焊接材料相同时,EBW制备的焊接接头的性能优于GTAW制备的焊接接头,这是因为EBW焊缝中的成分分离和DAS较小。
与CoCrFeMnNiHEAs的BM相比,EBW制备的焊接接头的性能没有明显变化,这与晶粒的尺寸和孪生活性有关。目前,EBW在HEAs上的应用很少,由于该方法的优点,HEAs的EBW具有良好的应用前景。
1.2. HEAs的气体钨极电弧焊
GTAW已成功应用于HEAs的焊接,表现出高热输入、高冷却速率的特点,可在熔化区内形成精细的等轴树突。
吴等人对CoCrFeMnNiHEAs进行电导形成了的GTAW,得到了无裂纹的焊接缝。FZ由带枝状的大柱状晶粒组成,有利于机械缠绕的形成。与EBW制备的焊接焊缝的微观结构相比,GTAW型焊缝的初级树突间距和元素分离均增加。孪生引起的临界应力容易发生,焊接接头的塑性变形难以产生。焊接接头具有80%的抗拉强度和50%的延性。对Al0.5CoCrFeNiHEAs进行GTAW分析,焊缝具有精细的等长柱状树突状晶粒。焊接接头的强度和硬度均相对较低。然而,与AlxCoCrFeNiHEAs(x=0.1和0.3)相比,由面心立方和体心立方组成的焊缝强度得到了提高。此外,Al元素的加入会促进焊缝中体心立方的形成和严重的晶格变形,从而增加焊接接头的硬度。GTAW可以细化晶粒,抑制双胞胎的成核,从而降低双胞胎的密度,抑制焊缝中体心立方相的形成。
此外,在对铝铜合金熔合焊的研究中发现,在凝固的最后阶段,富含铜的固体溶液的形成有助于熔化区的凝固裂纹,因此强烈的铜离析可以促进热裂纹的形成。在AlxCoCrCuyFeNi的GTAW中,Martin等人探讨了铝和铜含量对焊接接头性能的影响。焊缝的微观结构由具有体心立方结构的细胞树突状相和大量富含铜的树突状间相组成。铜含量的降低可以减少富含铜的树突状粒间相的形成,并凝聚固化的微观结构。通过降低合金(AlCoCrCu0.1FeNi和AlCoCrFeNi)中铜的含量,可以减少裂纹的形成。因为铜含量的降低可以抑制凝固过程中的离析量,从而抑制凝固裂纹的形成。
在这些HEAs的GTAW中,我们发现,通过降低HEAs中铝的含量,可以降低体心立方相的含量,从而减少焊接接头脆性裂纹的发生。而铜含量高的HEAs在GTAW过程中可能形成凝固裂纹,导致颗粒间液膜分离(热裂纹)的断裂机制。因此,当合金中含有铝和铜元素时,需要控制其含量,以实现无裂纹的焊接缝。
1.3. HEAs熔焊的形成机理
目前,已采用一些融合焊接方法应用于HEAs的焊接,如LW、EBW和GTAW等焊接。基质相将在焊缝中产生,根据材料的特性,通常会在熔化区形成其他相,如沉淀物和熔化物。
研究了HEAs熔焊中焊接缝的形成机理。在高温合金的对焊方面,成型过程主要包括以下步骤。首先,焊接表面在夹具的作用下紧密接触,在界面上有一些孔隙。随着热的输入,材料开始变形,HEAs中的原子在熔融池中扩散和反应,如图3a所示。当熔池的温度下降到一定的温度时,颗粒的成核发生在液/固界面(熔池的边界)。而其他原子仍在熔融池中扩散,如图3b所示。一般来说,随着熔池温度的降低,颗粒的形状从平面状到焊缝中心呈细胞状树突、柱状树突和等晶,这是由于温度梯度与颗粒生长速率的比值降低引起的,颗粒没有变化。图3c中一些原子会在晶粒的边界上沉淀,产生第二相,在界面上可能会产生层状基质相,如图3d所示。第二相的沉淀可以根据材料的特性来确定。一些由面心立方或体心立方单相组成的材料不会产生第二相。有些材料不仅产生第二相,而且由于氧气的存在,还在焊缝中形成一些氧化物。因此,可以发现氦的熔变焊是通过原子的物理接触、扩散和反应、晶粒的成核和生长以及基质相等相的形成来实现的。之后会对焊接相的形成机理进行讨论。
HEAs熔焊过程中产生的热量会增加熔融池的温度,因此当温度高于合金中元素的蒸发温度时,就会发生元素的蒸发。金属元素在不同温度下的锥度压力可以在以前的工作中找到。因此,有必要选择合适的焊接参数来阻碍元素蒸发的发生,因为熔池中化学成分的变化会影响熔池中的相形成和相的稳定性。焊缝中元素组成的变化取决于熔融池的体积和蒸发速率。例如,对于激光焊接,元件的汽化速率随着激光功率的增加而增加。然而,在低功率下,由于熔池体积较小,熔池表面体积比较高,熔池中元素组成的变化较大。此外,还可以采用高速扫描速度抑制元素蒸发,因为高扫描速度可以促进熔融池的快速凝固。因此,我们需要在精确的焊接技术的基础上选择合适的参数。
1.4. HEAs熔焊中焊缝的固化行为
1.4.1. 偏析
虽然没有关于HEAs焊接过程中发生宏观分离的相关文献参考,但应引入这一特殊现象,为今后的研究提供指导。在金属的不同焊接中,由于焊缝表面的成分不同,可以在宏观尺度上产生成分分离,这被称为宏观分离。基于对焊缝中大分离的相关研究,经常利用基金属样平台、半岛和岛屿来描述焊接过程中大分离的特征。根据不同熔焊过程中大块焊金属(TLW)、金属1(TL1)和金属2(TL2)的差异,可以阐述不同的宏观分离。在铜-铁二元相图的基础上,说明了这两种宏观分离机理。

▲图3 在采用熔化焊接HEAs的时候WZ的形成过程: (a)界面的接触 ; (b) 原子扩散和基材中的相开始孕育; (c)基材相的生长; (d) 基材相的形成,二次相和其他相的形成
当TLW<TL1时,机制1如图4所示。图4a为铜铁二元相图,图4b为焊接工艺的平面视图。当散装焊池(BWP)的组成与骨髓不同时,在BM的液相温度下,池的边界是非等温的。如图4c所示。BWP的凝固前和未混合液体金属1层分别在TLW和TL1。当这一层不受对流的干扰时,它会在TL1处固化为BM1的平台。与较高的温度相比,较低的温度等温线位于热源的后面。由于TLW小于TL1,BWP的凝固前部将向后移到后等温线TL1。
如图4c所示,凝固前BWP区域的温度低于TL1。因此,在LM1与周围液体发生显著混合之前,液体金属(LM) 1 会迅速凝固,如图4d所示。由于两种液体的紧密接触,两种液体之间很容易传热,因此LM1可以立即固化,可以形成半岛或金属1的岛。

▲图4 在条件为TLW < TL1的时候,异种金属的焊接时所存在的宏观分离:
(a) Cu-Fe 相图; (b) 焊接熔池的俯视图和它的周围; (c) 形成海滩的样式; (d) 形成半岛、岛和沙滩
流体流动不需要完全在水平面上才能形成半岛,它需要倒流(与焊接方向相反)的流体流动来将LM1输送到凝固前面的整体焊池的较冷区域。
当TLW>TL2时,机理2如图所示。图5a为铜铁二元相图,图5b显示了焊接工艺的平面视图。FZ和BM的组成不同,因此FZ和BM边界处的液相体温度不等温,如图5c所示。BWP和未混合的LM2层分别在TLW和TL2处开始凝固。然而,当过冷时,即使温度低于TLW,BWP也会发生凝固。当这一层不受对流的干扰时,它将固化为BM2的平台,如图5d所示。
图6中解释了对流对宏观分离的影响。未混合LM2层的温度低于BWP开始凝固的温度。因此,BWP中的液体将通过对流推到这一层,由于大块焊缝金属的侵入而可以快速凝固。当未混合的LM2层被入侵时,一些LM2可以留在该层中,而一些LM2可以被推到BWP中。随后,残留在该层中的未混合的LM2可以开始冻结,成为一个不规则形状的金属2的平面。由于LM2的温度高于其TL2,LM2不能立即凝固。因此,它可以与BWP混合,在不规则的未混合金属2的平台周围形成部分混合的金属2。它也可以被带到BWP中,形成部分混合的金属2的岛。当TLW远远超过TL2时,可能形成一个未混合金属2的厚平面、一层部分混合金属2以及部分混合金属的大岛2。
与II引起的形状不规则的平台相比,I引起的半岛在焊接中更难发生。因为任何流体向焊接池边界流都可以形成不规则形状的平台。

▲图5 在条件为TLW > TL2 的时候进行异种金属材料焊接的宏观分离: (a) Cu-Fe 相图; (b)焊接熔池的俯视图及其周边; (c)平滑的沙滩形态的形成; (d) 不规则形状沙滩的形成



▲图6 上图:Cu-钢进行弧焊焊接接头的横向宏观形貌: (a) 整体结构; (b) 在Cu侧的熔化边界(使用箭头进行展示)和Cu沙滩的不规则形状; (c)钢的半岛及其周围的显微结构。
中部图:Cu-钢弧焊焊接接头的显微组织:(a) 在熔化区域的微观金相组织 ; (b)–(f) SEM 照片.
下部图:在一种金属焊接的时候分离特征的总结揭示在弧焊焊接Cu(金属2)与钢(金属1): (a) 在条件为TLW < TL1 的时候半岛的形成以及在条件为 TLW > TL2的时候形成的不规则的沙滩;(b)层状焊接金属结构的形成。
1.4.2. 栅格凝固
在HEAs熔焊中,FZ的微观结构受焊缝固化行为的影响。凝固行为对颗粒的元素分离、形状和大小都有影响。在熔焊中,晶粒的外延生长是常见的。对于最初形成的外延取向固体,它们的晶粒生长受到热梯度和晶体学效应的强烈控制。FZ中固体的初始外延生长发生在熔变线处部分熔化的晶粒上。一般情况下,晶粒的生长往往呈垂直于固/液界面的方向生长。因为这是最大G的方向,所以有一个凝固的最大驱动力。
此外,颗粒的生长可以在首选的生长方向上发生。例如<100>是面心立方和体心立方材料的首选生长方向。因此,当颗粒生长的首选方向与最大G的方向平行时,它们将更容易生长。当金属开始凝固时,固化结构的形态由温度的G/R比值控制梯度(G)和凝固速率(R)。在LW和EBW等焊接方法中,微观结构的凝固是小R大G的过程。在FZ边界R变小,G增大,G开始减少,R从熔变边界到焊接中心逐渐增加。公式(14)可用于判断颗粒的凝固模式。
在FZ中,我们发现从融合线到中心线,晶粒的凝固模式可能从平面状转向细胞状、柱状状和等轴树突状。Zoeram等人在Ti-6Al-4V和硝基醇的LW中也发现了类似的现象,在颗粒凝固过程中,细胞的形状从融合线向硝基醇侧转变为柱状树枝状。在焊缝中心线附近的等效树突成核和生长。当李等人采用Inconel52M填充线进行多通LW,发现FZ中晶粒的凝固模式由细胞转向柱状树晶。高冷却速率可以抑制原子的扩散,随着焊接热输入的增加,FZ中的DAS变宽。此外,DAS也与G和R相关。
(G/R)CL << (G/R)FL (14)
λ=k1 (GR)− n (15)
其中G为温度梯度,R为凝固速率,FL表示融合线,CL表示中心线,λ为DAS,k1为常数,G×R表示冷却速率。根据公式(15)、FZ的DAS由冷却速率控制。在焊接过程中,DAS随着冷却速率的增加而逐渐降低。且冷却速率随焊接热输入的增加而降低。当焊接热输入量较高时,将会出现二级树突或三级树突。目前,关于高温合金焊接中颗粒固化的相关研究较少,本文应有较多的贡献。
1.5. 高温合金焊缝中相的形成及稳定性
与传统的工程金属相比,HEAs熔焊最重要的特征是熔池中相的形成和稳定性的不确定性。影响熔池的元素组成,如元素蒸发和元素分离。因此,由于元素成分的改变,熔池中的相组成可能与基金属有很大的不同,相的分布可能不均匀,从而导致熔池材料的性质变化。特别是,由于元素组成的变化,也会影响相的稳定性。因此,在进行HEAs的熔焊时,我们需要考虑这些相关问题,并需要优化相关的焊接工艺,以削弱这种不利影响。
关于HEAs焊缝中相的形成和稳定性,可以使用一些有用的经验公式来预测HEAs的制备。以往的研究发现,当公式(16)计算的多合金构型熵(ΔSmix)低于1R时,合金为低熵合金。当ΔSmix在1R~1.61R之间时,合金为中熵合金(MEAs)。当ΔSmix高于1.61R时(R为气体常数,为8.314Jmol−1K−1)。合金的ΔSmix表示元素的混淆程度。ΔSmix值越高,说明不同原子在合金中分布更随机,固体溶液更容易形成,这有助于降低合金中原子的分离度和有序度。因此,WZ中固态溶液相的形成可以通过ΔSmix来估计,如公式(16)所示。

HEAs中的相可以通过价电子浓度(VEC)和原子大小来估计。Guo等人发现合金的VEC可以通过公式(17)计算,这可以确定主相(面心立方和/或体心立方)的形成。当VEC<6.87时,体心立方相很容易形成。当VEC≥8时,面心立方相很容易形成。此外,HEAs中原子的大小没有很大的差异,其原子价和电负性相同,因此这些原子更容易聚集形成固体溶液。因此,HEAs焊缝中相的产生也可以通过VEC和原子尺寸来估计。
固体在烃体内溶液的形成和稳定性可以通过混合焓(公式(18))来判断。当混合焓(ΔHmix)绝对值高,ΔHmix>值为0时,合金相分离。当ΔHmix的绝对值较高,ΔHmix<值为0时,将形成金属间相。另外,如果ΔHmix<0,合金中可以稳定产生一种或多个化合物,随着ΔHmix绝对值的增加,元素之间的结合力更强。不同元素之间的ΔHmix值由Takeuchi等人提供。因此,可以用ΔHmix来估计HEAs焊缝中固体溶液的形成和稳定性。
同样,利用预测HEAs中相位的方法,可以估计HEAs焊接中的相位。吉布斯自由能(ΔGmix)也可以用公式(19)来估计HEAs中相的稳定性。当相的ΔHmix较低,相的ΔSmix较高时,相的ΔGmix就会降低,从而导致相更稳定。此外,TmΔSmix和ΔHmix的比值(Ω)可以用于预测HEAs中固体溶液的形成能力,Ω由公式(20-21)定义。尺寸更大的原子可以促进晶格畸变的形成,并且可以增加合金的自由能,从而降低固体溶液的稳定性。如果HEAs中存在大尺寸的原子,原子的扩散速率就会降低,并且在焊接过程中很容易产生纳米晶态或非晶态的微观结构。固体溶液和体积金属玻璃的形成可以通过原子尺寸差(δ)来区分,δ由公式(22-23)确定:

其中n为合金中元素数,R为气体常数,Ci为第i个元素的原子百分比,ΔSmix为混合熵,VECi为合金中各组分的价电子浓度,ci为合金中各组分的浓度,ΔHmix为混合焓,ΔGmix为吉布斯自由能,T为绝对温度。
Guo等人发现,ΔSmix、ΔHmix和原子大小差异可以更好地显示HEAs中固溶液相的稳定性。如果-22≤ΔHmix≤7kJ/mol、11≤ΔSmix≤19.5J/(K⋅mol)和0≤δ≤80.5%,则可以在等原子多组分合金中生成固体溶液。此外,Zhang等人还减少了这三个主要因素的范围。如果-15≤ΔHmix≤5kJ/mol、12≤ΔSmix≤17.5J/(K⋅mol)和0≤δ≤6.5%,固液相很容易形成。当在HEAs中形成固体溶液时,Ω值在1.1-229.8范围内,δ值在0.8%-6.6%范围内。此外,与固体溶液相比,当δ值较大,Ω值较小时,在HEAs中可以形成IMCs和非定形相。Zhang等人发现,1.1≤Ω和δ≤6.6%应作为固液相形成的标准。因此,Ω和δ可以用来判断HEAs中固体溶液的形成。这可应用于HEAs焊接中相的预测。
因此,通过公式(16-23)可以判断HEAs焊缝中相的形成和稳定性,这有助于预测焊接接头的性能。
2. 高温合金焊接接头的性能及优化
2.1. 焊接接头的缺陷及性能
由于焊接参数不合适,材料的物理化学特性不同,可能会产生空隙、残余应力、焊接裂纹、不完全穿透、夹渣渣等焊接缺陷,从而降低焊接缝的性能。
焊缝中的空隙会对焊接接头的性能产生负面影响。在扩散焊接过程中,材料直流电的差异可以促进Kirkendall空隙。在熔缝凝固过程中,熔融池中的空隙聚集成气泡或气隙。随着温度的逐渐降低,熔融池逐渐凝固,一些空隙被困在熔融池中形成孔隙。此外,当键合温度较低,BM的塑性变形有限时,基质间的原子扩散不足,在界面处形成孔隙。孔隙率是在深穿透脉冲激光焊缝上容易发生裂纹的常见地方。孔隙的形成受熔池、钥匙孔坍塌和固化过程的控制。随后,孔隙可合并成可扩展的裂纹,以削弱焊接接头的强度、疲劳寿命和延性。
焊接加工过程中会产生转化应力、热应力、加工应力和残余应力,不均匀加热会对焊接接头产生负面影响,导致焊接接头形成脆性断裂。金属熔焊中经常出现裂纹。在对CoCrFeNi的LW研究中,由于残余应力的集中,FZ出现了粗柱状晶粒和局部硬化,会缩短焊件的使用寿命。在金属焊接过程中,随着金属温度的降低,熔融区金属的相互溶解度显著降低,促进熔融池中成分的分离,在焊接热应力下产生裂纹。




▲图7 上部图:焊接等原子比的CoCrFeMnNi HEA时的焊接接头: a自顶部观察得到的图像; b 自顶部进行X射线观察得到的焊缝气孔; c 光学金相结果:横截面显示焊缝的形貌;d 放大的区域显示在基材和焊缝金属处的熔化线。
中间图:不同类型的裂纹: (a)在 TIG 焊接AlCoCrCu0.5FeNi CCA 时的枝晶间热裂纹 (b)等原子 AlCoCrCuFeNi HEA进行焊接时,在HAZ中的穿晶冷裂纹。
下部图:等原子 AlCoCrCuFeNi HEA焊接时的裂纹: 光学照片显示TIG焊接的接头和HAZ (a), (b) 在枝晶间区域由于Cu偏析造成的HAZ裂纹的详细信息。
同时,沿熔融GBs的固化颗粒可以被较高的热输入和熔融金属的应力诱导收缩所破碎。因此,焊缝的开裂灵敏度可以由金属的组成、内部微观结构和分离行为来确定。固化裂纹通常是在凝固范围较宽的金属和低熔点分离中,焊接。由于张应力下的热收缩和/或凝固收缩,固化裂纹可以提高边界的裂纹敏感性。Al0.5CoCrCu0.1FeNiHEAs激光焊接缝存在细小的凝固裂纹,因为纳米级沉淀在高温下溶解,可以增强合金的内在约束,使其更容易受到焊接开裂的影响。需要从冶金因素的角度来优化焊接缝的性能,以抑制裂纹的形成。此外,还应调整焊接参数,并利用焊接接头的后处理来优化焊接接头的微观结构和性能。
退火、老化处理和喷丸喷丸化可以缓解残余应力,预热也可以减少界面空隙的形成。结果表明,Al元素的含量会影响AlxCoCrFeNiHEA(x=0.6和0.8)的表面改性(EBW)的热裂解概率。Martin等人体内存在一些孔隙和细凝固裂纹,进行了Al0.5CoCrCu0.1FeNiHEAs的LW实验。在LW过程中,通过调整熔融池的宽度和深度,可以消除焊接缝中的孔隙。高冷却的LW将促进固化裂纹和高应变的产生。通过减缓脉冲波形,优化相关的LW参数,可以消除和防止裂隙和孔隙等缺陷。
为了研究HEAs焊接接头的性能,我们总结了对HEAs焊接的研究成果,如表1所示。缺陷的存在会影响焊接接头的性能,降低焊接接头的使用寿命和应用范围。需要优化焊接参数,以提高焊接接头的性能。不同HEAs的焊接接头的性能和焊接技术如表1所示,这可以为进行HEAs的焊接提供参考。结果发现,关于HEAs焊接的研究集中在HEAs的相似焊接和焊接接头具有良好的力学性能,而HEAs的不同焊接却很少见。DB主要用于HEAs的不同焊接,由于脆性相的形成和残余应力的存在,焊接接头的性能并不理想。金属夹层可以用于减少HEAs不同DB中IMCs的形成。
2.2. HEAs焊接接头的焊前和焊后处理
材料的微观结构和性质可以通过热处理来控制,而不改变材料的形状和组成。Moravcik等人发现,具有高脆性的σ相在热处理后熔化为Al0.5CoCrCu0.1FeNi的面心立方相,微结构均质。经过热处理后,发现了Al0.5CoCrFeNiHEAs中纳米级B2相的沉淀,提高了合金的屈服强度和极限抗拉强度。热处理(老化)后沉淀L12-Ni3(Ti、Al)增强相,通过硬化机构(沉淀强化)提高(CoCrFeNi)94Al4Ti2HEAs的延展性,使材料屈服强度从503MPa提高到1005MPa。因此,通过热处理可以提高材料的性能。
焊预处理已由许多研究人员进行。Nam等人采用不同的焊前处理来调整LW前Co0.2Cr0.2Fe0.2Mn0.2Ni0.2的微观结构。HEAs在1100◦C下均质24h,用空气冷却法制作铸造HEAs,然后用热轧法处理HEAs。LW后发现,由简单面心立方相组成的轧制HEAs焊接接头具有较好的抗拉强度和硬度。铸制HEAsWM的DAS高于轧制HEAs,但铸制HEAs的粒度明显大于轧制HEAs。与轧制型钢相比,铸型钢的强度较低,伸长率较大。因此,热轧可以改善其微观结构和组织性能并且对焊接件有积极的影响。CrMnFeCoNiHEAs在1200◦C下均质处理24h,然后淬灭以促进化学均匀性。
此外,还通过冷轧和退火处理,获得了等粒度再结晶的微观结构。大部分颗粒含有退火的双胞胎,这有助于随后的HEAs[12]的EBW。对FeCrNiCoMnHEAs的退火热处理(900◦C;90min)使晶粒大小均匀,平均晶粒大小约为25.4μm。此外,还产生了退火双边界和{100}<001>再结晶结构。双子边界的出现可以抑制位错的增强,促进晶粒的成核,从而提高合金的应变硬化和延展性。由单面心立方相组成的原铸型Co16Fe28Ni28Cr28的HEAs冷轧退火获得等轴晶粒,HEAs具有良好的延伸率(约70%)和强度,这有助于合金的FSW。因此,材料的微观结构可以通过预焊接处理进行调整,这可以细化晶粒,产生双晶粒,并减少随后的局部硬化。
焊接缺陷,如残余应力、成分分离等,很容易产生,会损坏HEAs的焊接接头。需要对焊接件进行后处理,以达到对其微观结构和性能进行调节和调整的目的。热处理可降低焊接的残余应力和氢脆化。目前,关于HEAs焊后热处理的研究较少。对LW制备的Co0.2Cr0.2Fe0.2Mn0.2Ni0.2进行了退火处理,研究退火处理对焊接接头性能的影响。与BM相比,焊缝的晶粒尺寸更大,氧化物较小,性能较差。焊后热处理后,焊缝与横向焊接缝的硬度和抗拉强度差异降低,降低了CrMn氧化物的分数和尺寸。焊后热处理可以减小焊缝中粒度的变化。因此,焊后热处理可以优化焊缝的微观结构,有必要应用该方法来提高HEAs焊接接头的性能。
2.3. HEAs不同焊接方法的优化
2.3.1. 无金属插层的HEAs的不同焊接
HEAs的类似焊接已经得到了广泛的研究,而异质焊接较少。不同金属制造的焊接件在工业应用中往往需要,可以利用金属来提高金属的利用率,满足航空航天、运输、海上作业等的需要。
关于HEAs的不同焊接的研究较多,有待进一步探索。由单面心立方相CoCrFeMnNi在HEAs时具有低堆叠断层能、良好的处理性能、导电率高、高导热率。CoCrFeMnNi的DB成功经过HEAs,形成了由含有Cu元素的面心立方固体溶液组成的界面层。在AlCoCrFeNi2.1和TiAl合金的数据库中,Li等人发现TiAl附近的扩散层比HEAs附近的扩散层更粗糙。b2相与TiAl之间的扩散层存在凸形结构。得到了凸结构和渗透促进的联锁效应界面现象,提高了焊接缝的剪切强度。同样,Lei等人在不同温度下对Al0.85CoCrFeNi和TiAl合金进行了DB处理,由连续镍基固体溶液组成的界面可以减少冷却过程中残余应力对焊接缝的负面影响。结果表明,HEAs原子扩散到TIAL原子的扩散通量远高于Ti和Al原子的扩散通量,促进了多个晶格空位的形成。此外,如图8所示,由于这些空位的聚集,在界面上产生了大量精细的Kirkendall空隙,这将不利于粘接缝的性能。HEAs和其他金属之间的夹层的应用可以消除Kirkendall空隙,会在后文讨论。

▲图8 在不同温度下TiAl/Al0.85CoCrFeNi焊接接头的界面显微组织:(a) 750 °C; (b) 850 °C; (c) 950 °C; (d) 1050 °C。
对HEAs不同焊接的研究主要集中在DB上,其他焊接方法已应用于HEAs与其他金属的连接。由单个γ-FCC和AISI304不锈钢组成的Al0.1CoCrFeNiHEAs由GTAW连接。无明显缺陷的焊接接头的微观结构显示了柱状枝晶向等轴枝晶的转变过程。Al0.1CoCrFeNiHEAs与焊缝之间的面积显示了颗粒的外延生长,这主要是由于BM与WM在化学成分和晶体结构上的匹配。AISI304与焊缝之间的面积显示出两种不同的颗粒生长机制(非外延生长和外延生长)。焊接过程中由于温度梯度的变化,出现不对称焊接,会影响晶粒的尺寸。由于Al0.1CoCrFeNiHEAs的单相特性,在Al0.1CoCrFeNiHEAs附近的HAZ中很容易发生颗粒的转变。由于焊缝中柱状晶粒的变化和双子边界的消失,焊缝的硬度低于BM的硬度。EW已成功应用于AlCoCrFeNiHEAs和Al-6061的连接。由于高速碰撞引起的反射波,HEAs的侧面有一些裂纹。如果传单和镀底座之间的距离很短,则显示没有裂纹的焊缝的直接口。在AlCoCrFeNiHEAs和Al-6061之间产生了较薄的过渡层,并产生了晶粒的细化和塑性变形。
可以发现,HEA与其他金属不同焊接的主要方法是DB,金属夹层在HEA不同焊接中的应用较少,有待进一步研究。
2.3.2. 金属夹层在金属不同焊接中的应用
在不同金属焊接的焊接缝中,不同金属之间的物理性质不同,如热膨胀系数和熔点等,其元素组成也不同,这会导致焊接形状的不对称、IMCs的产生、成分的分离、形成残余应力和裂纹。不同基质之间的原子扩散通量不同,可导致不同金属在扩散焊接过程中在界面附近形成Kirkendall空隙。此外,如果不同金属的主要元素在液相中可以完全混溶,且不存在脆性相,则在超冷相的条件下,亚稳态液相可以分离。
在非heas金属的焊接中,我们发现通过插入夹层可以消除或抑制脆性相。在制备Ti6Al4V/AISI 316 L的不同焊接中加入铜,铜层可有效抑制脆性IMCs的形成。利用铜层间优化了Ti-6Al-4V和硝基醇激光焊接接头的性能。结果表明,铜层可以降低脆性IMCs(Ti-Ni)和横向裂纹的产生。此外,添加层间可以防止BM的密切接触,减少焊缝中的比例,从而抑制脆性IMCs和裂纹的形成。然而,关于夹层在HEAs不同焊接中的应用的研究似乎较少。目前,金属夹层已被用于MEAs和其他金属的焊接。将Ni层间应用于Co28.5Cr21.5Fe20Ni26Mo4MEAs和Inconel718的不同焊接中,研究了粘接温度对焊接接头力学性能的影响。由于镍层间的加入,在层间和衬底之间形成了大量的镍固体溶液。当粘合温度为950◦C时,界面层表现出良好的固体溶液增强效果,得到了最佳的抗拉强度(1627.92MPa)。对MEAs和Inconel718与金属夹层的不同焊接的研究可以为HEAs的不同焊接提供参考。
目前,无金属夹层的HEAs焊接取得了一些不同的成就。为了进一步探索不同的不同焊接,需要进行更多的工作。
2.4. 数值模拟在HEAs焊接中的应用
需要评估在特殊环境中应用的材料或部件的性能。为了预测实验结果,降低生产成本,采用数值模拟方法分析了材料的微观结构和性能。
数值模拟技术在金属焊接中得到了广泛的应用。有限元建模已应用于SW和点焊接接头的机械变形建模。Kong等人基于Gurson断裂模型对焊接接头的剪切拉伸进行了数值模拟,并对焊接接头的应力分布进行了检测和模拟。金块的尺寸对焊接接头的强度有显著影响。基板的刚度和强度随着基板厚度的增加而显著增加。实验结果与仿真结果吻合,表明在焊接中进行有限元建模是可行的。Geant˘a等人采用四种不同的连接方法(爆炸焊接、焊接到轮廓、钎焊得到)制备了AlCrFeCoNi和碳钢板的焊接件,并通过数值模拟分析了它们在高速载荷下的抗冲击性。结果表明,焊接钎焊制备的复合结构具有良好的抗冲击性。
通过数值模拟HEAs焊接可以很好地显示出温度场和应力场。此外,应用该方法可以降低HEAs焊接的研究成本。对HEAs焊接的数值模拟有助于后续的HEAs焊接实验,可以有效地探索HEAs焊接接头的反应过程和性能。
3. HEAs在焊接中的其他应用
3.1. 通过焊接制备HEAs涂层
在金属表面制备的涂层可以提高金属的耐腐蚀性和耐磨性。然而,涂层材料难以适应长期磨损。高温材料具有优异的耐磨性,可用作涂层材料。一般来说,热相主要由面心立方相和/或体心立方相组成。具有高强度和硬度的体心立方相可用于维持涂层中的主载荷。通过软面心立方相可以提高涂层的韧性,并能抑制裂纹的扩散。目前,HEAs涂层(HEAc)已被研究,并通过焊接技术成功制备。
Al0.8FeCrCoNiHEAc采用电阻焊缝制备。在焦耳加热效应的作用下,将纳米晶HEA粉末转化为由面心立方和体心立方结构组成的均匀HEAc。涂层的耐磨性随着硬度的提高而提高,Al0.8FeCrCoNi HEAc在干燥条件下具有良好的耐磨性。
采用不锈钢表面激光包层制备了Al2CrFeNiMox(x=0-2.0)HEAc,分析了Mo含量对涂层性能的影响。随着Mo含量的增加,由BCC1和BCC2组成的Al2CrFeNiMoxHEAc表现出严重的晶格畸变,导致HEAc的硬度增加。由于在激光包层中冷却速度较快,可以抑制原子的扩散,从而促进在涂层中产生轻微的成分分离。
采用大气等离子喷涂技术制备了316不锈钢表面的AlCoCrFeNiTiHEAc,研究在25◦C、500◦C、700◦C和900◦C下涂层的磨损行为。涂层无垂直裂纹、间隙等明显缺陷。大气等离子喷涂很容易形成高温飞行粒子(硬氧化物),从而形成晶格变形,提高HEAc的硬度。HEAc的体积磨损率(0.77±0.01×10−4mm3N-1m-1)低于未涂涂层的材料。由于AlCoCrFeNiTiHEAs的高抗氧化性,涂层在25◦C和500◦C下不氧化。因此,AlCoCrFeNiTiHEAs可以作为首选的涂层材料,以抵抗磨损和高温造成的损伤。同样,用大气等离子喷涂制备AlCoCrFeNi和MnCoCrFeNi粉末制备HEAc,层状复合结构的HEAc具有各向异性的力学性能。AlCoCrFeNiHEAc和MnCoCrFeNiHEAc的硬度分别为4.13±0.43和4.42±0.60GPa。采用等离子体喷涂在Mg基质上制备了AlCoCrCuFeNiHEAc,涂层中发现柱状树突和少量微孔,柱状树突具有外延生长的特征。同时,在固化层中没有发现明显的孔隙,在最终凝固过程中容易发生柱状向等轴转变(CET)。但由于HEAs的动态扩散缓慢,可能缺少柱状向等轴转变。如果在凝固过程中CET被抑制,柱状晶体可以起主导作用。NixCo0.6Fe0.2CrySiAlTi0.2HEAc的制备方法时使用热喷雾技术,然后将HEAc在1100◦C下退火10小时。结果表明,由于基质中存在大量的颗粒,且HEAc具有沉淀相和Cr3Si的抗粗化能力,因此具有良好的硬度(1045HV)。
因此,可以将性能优异的HEAs制备成HEAc,为基底表面提供有效的保护层。
3.2. 在焊接过程中用作填充物的密封件
目前,热填料在焊接中的应用引起了学者的关注。结构简单、性能优良的材料可用于金属焊接的填充材料。
NiMnFeCoCuHEAs填料已成功应用于Inconel718的激光钎焊,研究了不同激光功率(350、400、450和500W)对焊接接头组成和性能的影响。焊接接头在400W时最大剪切强度为220MPa,由于焊接温度高于HEAs的脂相位温度,可以使钎焊材料处于液体状态,实现原子结合良好的原子扩散。如果焊接温度较低,钎焊材料熔化不足可能导致原子扩散不足,焊缝较弱。随着激光功率的增加,过高的钎焊温度会导致钎焊填料和BM之间原子的过度扩散,并导致钎焊材料组成的变化。(CoCrFeNi)100-xCuxHEAs在LW实验中作为填充金属,实现了TC4钛合金和304不锈钢的可靠焊接。填料随着铜含量的增加会增加流动性,可能导致切割缺陷,导致焊缝钢筋的差异。这种差异主要是由于焊接应力引起的对接间隙宽度的改变。当填料中铜含量为33.33%时,焊接缝的抗拉强度上升到161MPa。随着铜含量的增加,表层软富铜相增加,降低了Ti/Cu过渡区的硬度,消除了残余焊接应力。可以发现,当使用HEAs作为填料时,可以充分利用HEAs的独特特性,HEA中的元素会进入晶格,有利于获得具有更好性能的焊接接头。
通过对HEAs作为填充材料的研究,发现HEAs独特的性能性能使材料获得更好的冶金连接。因此,HEAs有被用作金属焊接的填料的潜力。
4. 结论与展望
本文综述了不同焊接技术下HEAs焊缝的微观结构演变以及焊接参数对焊接焊缝性能的影响。分析了DB和FSW对HEAs的焊接机理,并介绍了HEAs对熔焊的焊接机理。讨论了焊缝中的宏观分离、凝固行为和相的形成。大量的HEAs焊接研究表明,焊接参数的调整可以优化焊接接头的性能。为了进一步减少或消除焊缝中的缺陷,应预先制定其他方法。研究人员发现,通过热处理可以消除残余应力,应用焊前和焊后热处理可以调节焊缝的微观结构。将金属中间层应用于不同的热离子合金焊接中,可以有效避免缺陷和脆性imc的出现。今后,数值模拟可用于预测高温合金焊接的实验结果,如应力场模拟、变形模拟和热源模拟等,有利于实验参数的优化。此外,高温陶瓷具有优良的性能,可作为涂层,根据焊接方法提高材料的性能和寿命。HEAs填料在焊接中的应用也是一个新的研究方向。
通过MD模拟研究了硅表面氧化的初始过程和二氧化硅/硅界面的原子结构,热生长的氧化物膜可以重现。为模拟HEAs焊接界面氧化反应和原子结构提供参考,包埋原子法在大量大块金属的弹性性能、缺陷形成能和断裂机理方面得到了广泛的研究。然而,这种方法似乎并不适用于HEAs的焊接。此外,还模拟了原子扩散中的Kirkendall效应。利用Kirkendall效应和Fick第二定律分析了原子的扩散和混合问题。利用元胞自动机模拟了空位的数量、扩散和聚集、空隙的成核半径、成核速率以及空隙的生长。因此,基于MD模拟的原子扩散数值模拟在未来应广泛应用于热焊接的研究。
此外,还发现在HEAs焊接领域仍有许多方面需要探索。FSW、LW和EBW在HEAs和其他金属连接上的应用有待深入研究。HEAs在DB、LW和EBW中应用的层间似乎没有文献报道。关于HEAs焊缝的焊后热处理的研究较少。关于低温、高温高温焊接性能的变化,需要进行相关研究。因此,通过进一步研究HEAs焊接性能和HEAs在各种焊接领域的应用,提高HEAs在工业工程中的应用价值。

▲图9 元素周期表
文章来源:Research and development of welding methods and welding mechanism of high-entropy alloys: A review,Materials Today Communications,Volume 28, September 2021, 102503,https://doi.org/10.1016/j.mtcomm.2021.102503
参考文献:1,Macrosegregation in dissimilar-metal fusion welding,Acta Materialia,Volume 110, 15 May 2016, Pages 149-160,https://doi.org/10.1016/j.actamat.2016.03.004,
2.Welding of High Entropy Alloys—A Review,Entropy 2019, 21(4), 431; https://doi.org/10.3390/e21040431
3.Rhode, M., Richter, T., Schroepfer, D. et al. Welding of high-entropy alloys and compositionally complex alloys—an overview. Weld World 65, 1645–1659 (2021). https://doi.org/10.1007/s40194-021-01110-6
江苏激光联盟陈长军原创!
,




