学习目标:
在完成本单元学习后,能够掌握联轴器找中心的操作技能。会分析中心状态及计算中心调整值,能根据中心调整值,对轴瓦进行调整。
一、所需设备、工器具材料:
1、联轴器找中心实操台

2、常用工器具
|
序号 |
名称 |
规格 |
数量 |
|
1 |
百分表及磁力表座 |
0-10mm |
5套 |
|
2 |
塞尺 |
200 |
2把 |
|
3 |
扳手 |
M24 |
2把 |
|
4 |
紫铜棒 |
1根 |
二、准备工作:
1、检查并消除可能影响联轴器找中心的各项因素如:拆除联轴器上的附件及连接螺栓(两个对轮留一根穿销);消除联轴器上的油垢、锈斑;检查各轴瓦是否处于良好状态;检查两个转子是否处于自由状态,无外力施加在转子上。
2、通常将桥规(磁力表座)的固定端安装在非调整的对轮上,百分表在桥规(磁力表座)上必须固定牢固,要保证测量杆活动自如。测量外圆值的百分表测量杆要垂直轴线,其中心通过轴心。测量端面的两个百分表应在同一直径上,并且离中心的距离要相等。其测量杆要与测量端面垂直,测量端面必须光滑平整。
3、在调整塞尺桥规(磁力表座)的测位间隙时,在保证有间隙的前提下,应尽量将间隙调小,以减少因塞尺数量过多而造成的误差。
4、为了便于观看百分表读数,应将表的表盘倾斜45°
5、为保证桥规的测位准确,可在靠近轴承的轴表面刻划四条等分线(每分90°)并在轴承端面上划一定位线。使每次的转动角度一致。
6、将各百分表指示对至5.00mm。
7、盘动转子的工程中应保证对轮止口不接触、转子与部件不接触。
8、盘动转子一周,各表读数归零。
三、工艺步骤
1、测量与步骤
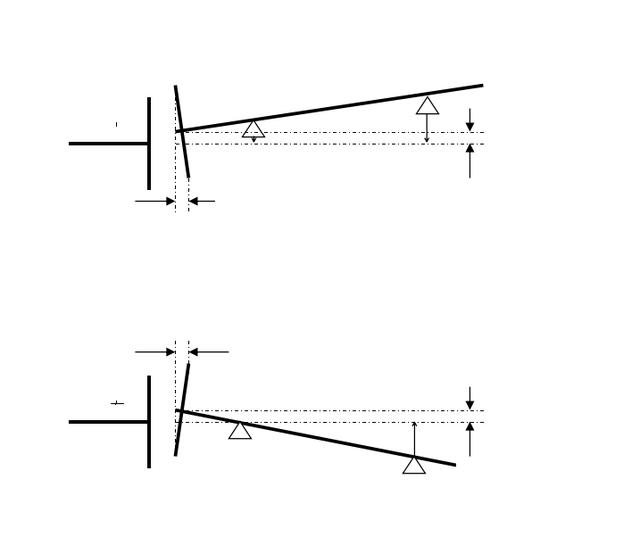
计算张口值:
张口值计算水平和垂直两个方向;
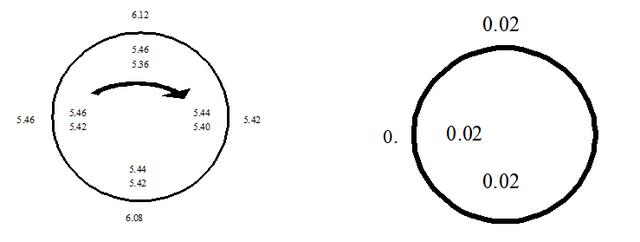
设张口值用a表示。测量数据如图一所示。
a1、a2、a3、a4为测量张口的百分表在不同位置的示数。
则水平方向的张口为:a=(a1 a3)/2-(a3 a1)/2
垂直方向的张口为:a´=(a4 a2)/2-(a2 a4)/2

图一 图二
注:张口的方向为上述上式中和值较大的方向。
计算转子对轮的不同心值
转子的不同心度只测量和计算水平方向和垂直方向。
设转子对轮不同心值用b表示。测量数据如图二所示
b1、b2、b3、b4分别为指示对轮不同心值的百分表在各位置的读数。
则:水平方向上的不同心值为: b=(b1-b3)/2
垂直方向的张不同心值为: b=(b2-b4)/2
方向为:测量转子对轮不同心的百分表所指向的对轮面,如果其上面百分表示数大,则这个对轮中心偏上,反之对轮中心偏下;如果其左面百分表示数大,则这个对轮中心偏左,反之对轮中心偏右。
2、调整量计算(单位mm):
∆x=L1/D×a±b
∆y=L1/D×a±b
∆x´=L1/D×a±b´
∆y´=L1/D×a±b´
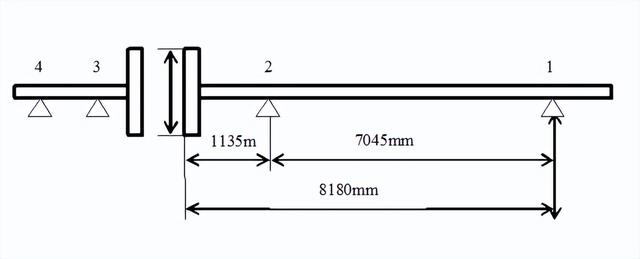
四、举例如图所示:
测量调整端各轴瓦中心线与对轮端面的距离,测量对轮直径的长度:低压、发电机转子联轴器直径Φ1041mm。
测量数据: 计算结果:
绘制中心状态图:
轴瓦调整计算(单位mm):
∆x=L1/D×a=1135/1041×0.02=0.02
∆y=L1/D×a=8180/1041×0.02=0.157
∆x´=L1/D×a´=1135/1041×0.02=0.02
∆y´=L1/D×a´=8180/1041×0.02=0.157
综合调量:
∆x±b=0.02-0.02=0
∆y±b=0.157-0.02=0.137
∆x´±b´=0.02-0.02=0
∆y´±b´=0.157-0.02=0.137
调整垫铁注意事项:
垫片应光滑平整、厚度均匀、无毛刺及卷边现象,尺寸应比原垫铁相应小0.5mm。
垫片数不超过三片,垫片材料应为不锈钢。
拆卸垫铁前应做好记号,垫铁回装时不得装反,紧匀螺栓后用铜棒敲打垫铁四周,再紧一遍,并细致检查不许有油污、毛刺。
垫铁调整量超过0.15mm时,应检查垫铁接触情况,必要时进行修刮。
调整垫铁过程中,注意不要堵死进油孔。
对不带调整垫铁,直接放入洼涡的轴瓦,或调整量太大时,按下列方法调整。
在转子对轮中心调整以后,需重新测量检查转子对轮面的张口以及对轮的不同心值。方法同上。如测量检查后对轮中心仍不合格,应继续调整测量,直到合格为止。






