很多车友组装活塞环时,往往只关注切口的方向和角度,忽视全面检测和必要的工艺处理,以致因活塞环选配不当使发动机运转受到影响和危害。一般情况下,活塞环在安装前应进行技术检查与鉴定,确保装配质量。检查的内容主要是开口间隙、边间隙、弹刀和外表。
(1) 外表
外表检查有外观法和测量法两种,是对外表和翘曲度进行的综合检查。一般情况下,活塞环外表不得有刻痕、擦伤和剥落,还应检查外圆柱面的表面粗糙度、活塞环的翘曲度等。
(2) 边间隙
将活塞环放在对应的活塞环槽内,用厚薄规沿圆周对称的几个点进行测量。边间隙过大,应欢新环或加大一级的活塞环;边间隙过小,可用平面磨床进行修磨,也可在平台上,用细砂纸仔细研磨。相比较而言,在平台上用研磨膏进行修磨,表面粗糙度会更低。
(3) 开口间隙
检查开口间隙时,将活塞环水平地放进气缸套中,用厚薄规测量其开口间隙。对于旧气缸套,应将活塞环放在未磨损处。开口间隙过大时应换用新环,或选用加大的活塞环,过小时可用细平锉或油石对活塞环端面进行修整。
(4) 弹力
弹力的检查方法是将活塞环放在弹力试验器上,开口应处于水平位置,当活塞环压缩至标准开口间隙时,其弹力应符合规定值。也可用简易方法进行检测,其方法是:利用同规格、同型号的新、旧活塞环人工进行对比检测,将新、旧活塞环呈“8”字形直立在一起,使环口朝同一侧面,用手从上面施加压力。如果在施加压力的过程中,旧环闭合,而新环端口仍有相当的间隙,则表明旧活塞环弹力较差,需要更换新活塞环。
安装活塞环时应注意:

(5) 装配
在安装锥形环和扭转环时,应注意活塞环的安装部位和朝向:扭转环的内圆切槽朝上,外圆切槽环的切槽则朝下;锥面环的小端向上;内圆倒角的环,倒角朝上;外圆倒角的环,倒角朝下;有的活塞环在一面标注有“上”或“0”、“Δ” 等记号,在安装作业时,需将游标记的一面朝上安装;桶面环或镀铬环应装在第一道换内;安装组合式钢带油环时,应首先将衬簧装入槽内,然后安装上、下两道刮片,并将两刮片的开口错开180度。
(6) 活塞环组的装配
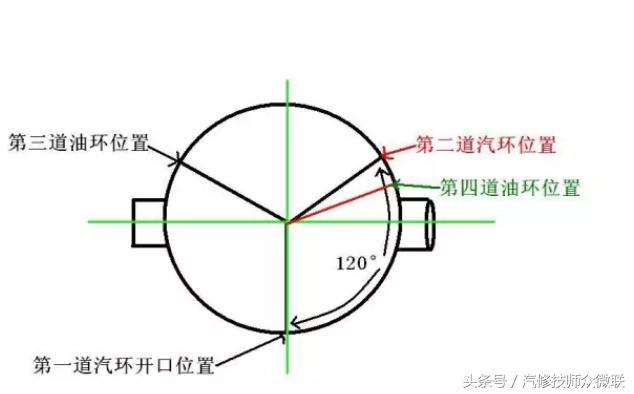
安装活塞环组之前,应将活塞、活塞环和汽缸套等机件清洗干净,在活塞、活塞环和缸壁上涂抹一层机油,再将环扣互相错开90~120度,但各环的的开口处均不宜对着活塞销孔。在安装柴油机的活塞环组时,应注意不可将各环的开口处正对燃烧室内喷油的方向。
在组装活塞环的的时候一定不能太随意,这样会造成发动机隐患。
安装活塞环时应注意:
1)活塞环平装入气缸套内,接口处要有一定的开口间隙。
2)活塞环应装在活塞上,在环槽中,沿高度方向要有一定的边间隙。
3)镀铬环应装在第一道,开口不要对着活塞顶部的涡流凹坑方向。
4)各活塞环开口在互相错开120℃,均不准对着活塞销孔。
5)锥形断面活塞环,安装时锥面应向上。
6)扭转环安装时,倒角或切槽应向上。
7)安装组合环时,应先装轴向衬环,再装扁平环和波形环。波形环上边装两片扁平环,下边装一片扁平环,开口应相互错开。
,




