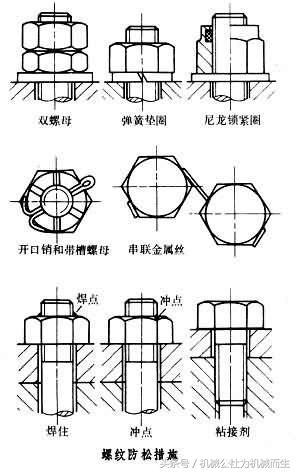
机床的大部件连接主要是靠螺栓锁紧,为了防止部件间发生移位 松动,一般都在部件间加装定位销。由于结构上的原因,很多连接部位难以加装定位销,这 样螺栓防松就成了重要的环节,常用的防松一般有以下几种 :(1)螺母止动垫圈防松(2)螺 纹紧固胶防松。螺母止动垫圈防松容易实施,但是螺母必须加在零件与螺钉之间,这样必然 使空间尺寸加大,而且防松效果并不理想 ;螺纹紧固胶防松实施容易,防松效果也不错,但 是对要求分体发货在用户处重新连接的部件来说也难以采用。


螺栓 1 内部轴向加工有通孔,螺栓 1 尾端加工有 两个与通孔相连通的销孔,每个销孔内放置有一个短销 3,短销 3 的下端为锥形结构,螺栓 1 的通孔内设有长销 2,长销 2 的前端为锥形结构,螺栓 1 头部的通孔处加工有直径大于通孔的螺纹,通孔的螺纹上旋装有内紧定螺钉 5,内紧定螺钉 5 外侧通孔的螺纹上旋装有外紧定 螺钉 4。
使用时,先将需要锁紧的机床需要锁紧的部件 6 清理干净,按装配要求放 置于机床本体 7 上,机床需要锁紧的部件 6 上的孔与机床本体 7 上的螺纹孔对齐,将两个短 销 3 装至空心螺栓 1 内,短销 3 不得超出空心螺栓 1 的螺纹底径,然后将空心螺栓 1 拧入机 床本体 7 的螺纹孔内,将机床需要锁紧的部件 6 与机床本体 7 连接为一体,此时将长销 2 装 入空心螺栓 1 内,长销前端的锥形面与短销 3 前端的锥形面相对应,然后再将内紧定螺钉 5 拧入使长销 2 向短销 3 移动,通过锥面的挤紧使得短销 3 向空心螺栓 1 的螺纹外侧移动,直 至短销 3 的平端面靠紧在机床本体 7 的螺纹上,由于短销 3 的顶紧作用,此时已使空心螺栓 1 不能轻易转动,起到了防松作用 ;然后再将外紧定螺钉 4 拧入与内紧定螺钉 5 起到互相防 松作用,这样,通过外紧定螺钉 4、内紧定螺钉 5 与长销 2、短销 3 一系列零件构成的防松机 构已起到防止空心螺栓 1 松动的效果,从而使机床需要锁紧的部件 6 与机床本体 7 牢固的 连为一体,做到了部件间良好的防松目的。
【机械公社】致力于提供机械的行业技术 ,为行业人士建立和拓展全技术能力提供技术服务,是机械行业一个跨屏技术互动应用系统。更多行业技术请关注微 机械公社圈