大家好,我是木子,今天给大家带来,数控编程加工中,各种孔加工的方法以及编程,希望大家喜欢,话不多说,干货很多!!
一、尺寸系统
1、G90/G91——绝对坐标/增量坐标编程指令
格式:G90 /G91
X/Y/Z=AC() 某轴以绝对坐标输入,程序段方式 ;
X/Y/Z=IC() 某轴以增量坐标输入,程序段方式。
2、G17/G18/G19——加工平面选择指令
格式: G17/G18/G19
3、G70/G71——英制/公制输入指令
格式: G70/G71
4、G110/G111/G112——极坐标,极点定义指令
格式: G110/G111/G112 X_ Y_ Z_
或 G110/G111/G112 AP=_ RP=_
说明:(1)G110——极点定义,相对于上次编程的设定位置(在平面中,如G17);
G111——极点定义,相对于当前工件坐标系的零点(在平面中,如G17);
G112——极点定义,相对于最后有效的极点,平面不变。
(2)AP——极角,指与所在平面中的横坐标轴之间的夹角(如G17中 X轴);
RP——极径,指该点到极点的距离。
AP和RP值一直保存,只有当极点发生变化或平面更改后才需重新编程。在XY平面中,正方向的极坐标半径与极角如图所示。

(3)可以把用极坐标编程的位置作为用直角坐标编程的位置运行。
如: G17 设定 XY平面
G111 X18 Y37 在当前工件坐标系中的极点坐标
G112 AP=45 RP=27.8 新的极点,相对于上一个极点,作为一个极坐标
AP=12.5 RP=47.5 极坐标
AP=25.3 RP=7.3 Z4 极坐标和 Z轴(柱面坐标)
5、G54~G59/G500/G53/G153——可设置的零点偏置指令
格式:G54~G59/G500/G53/G153
6、G25/G26——可编程的工作区域限制指令
格式:G25/G26
二、坐标轴运动
1、G0——快速点定位指令
格式:G0 X_ Y_ Z_
或 G0 AP=_ RP=_
或 G0 AP=_ RP=_ Z_ (如用于G17)
说明:(1)G0用于快速定位刀具,没有对工件进行加工。
(2)可以在几个轴上同时执行快速移动,由此产生一线性轨迹。
如:G0 X100 Y120 Z60 直角坐标系
……
G0 RP=15.2 AP=30 极坐标系
2、G1——直线插补指令
格式:G1 X_ Y_ Z_ F_
或 G1 AP=_ RP=_ F_
或 G1 AP=_ RP=_ Z_ F_ (如用于G17)
说明:可以使用角度ANG= 进行线性编程。
3、G2/G3——圆弧插补指令
格式:G2/G3 X_ Y_ Z_ I_ J_ K_ F_
或 G2/G3 CR=_ X_ Y_ Z_ F_
或 G2/G3 AR=_ I_ J_ K_ F_
或 G2/G3 AR=_ X_ Y_ Z_ F_
或 G2/G3 AP=_ RP=_ F_
说明:(1)其他的圆弧编程方法:CT——圆弧用切线连接;
CIP——通过中间点的圆弧。
(2)只有用圆心和终点定义的程序段才可以整圆编程。
(3)已知圆心和终点、半径和终点、张角和圆心、张角和终点的编程方法参考第2章西门子G02/G03编程方法。
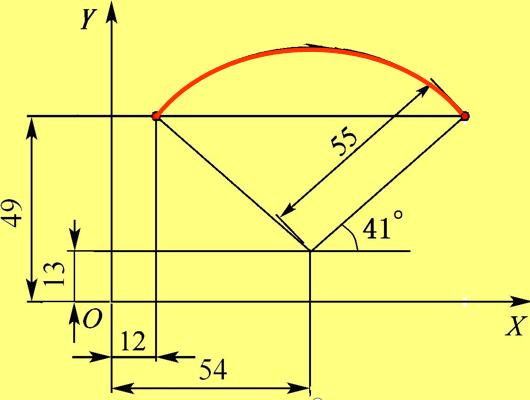
(4)极坐标编程举例:如图所示圆弧,编程如下:
G17
G90 G0 X12 Y49
G111 X54 Y13
G2 RP=55 AP=41
4、G2/G3 TURN——螺旋插补指令
格式: G2/G3 X_ Y_ Z_ I_ J_ K_ F_ TURN=_
或 G2/G3 CR=_ X_ Y_ Z_ F_ TURN=_
或 G2/G3 AR=_ I_ J_ K_ F_ TURN=_
或 G2/G3 AR=_ X_ Y_ Z_ F_ TURN=_
或 G2/G3 AP=_ RP=_ F_ TURN=_
说明:螺旋插补由两种运动组成
(1)在G17/G18/G19平面中进行的圆弧运动。
(2)垂直于该平面的直线运动。
如:G17 XY坐标平面选择
Z70 Z垂直于XY平面
G1 X0 Y50 F300 回初始点
G3 X0 Y0 Z33 I0 J-25 TURN=3 螺旋插补
5、G33——恒螺距螺纹切削指令
格式:G33 X_ Y_ Z_ I_ J_ K_
说明:(1)用来加工带恒定螺距的螺纹;要求主轴有位置测量系统。
(2) X/Y/Z——钻削深度;
I/J/K——螺距。
(3)用G33编程时,加工螺纹的轴速度由主轴速度和螺距决定。进给率 F不起作用,但仍保持存储状态。
(4)G33为模态代码。
如:公制螺纹,螺距查表:0.8 mm/r,钻孔已准备好。程序如下:
G54 G0 G90 X10 Y10 Z5 S600 M3 回初始点,主轴顺时针旋转
G33 Z-25 K0.8 攻丝,终点-25 mm
Z5 K0.8 M4 后退,主轴逆时针旋转
G0 X50 Y30 Z20
6、G63——带补偿夹具攻丝指令
格式:G63 X_ Y_ Z_ F_
说明:(1)用于带补偿夹具的螺纹加工。是非模态代码。
(2)编程的进给率 F必须与主轴速度S和螺距相匹配。
F[mm/min]= S[r/min]×螺距[mm/r]
如:公制螺纹,螺距查表:0.8 mm/r,孔已经预制。程序如下:
G54 G0 G90 X10 Y10 Z5 S600 M3 回初始点,主轴顺时针旋转
G63 Z-25 F480 攻丝,终点-25 mm
G63 Z5 M4 后退,主轴逆时针旋转
G0 X50 Y30 Z20
7、G331/G332——螺纹插补指令
如:公制螺纹,螺距查表:0.8 mm/r,孔已经预制。程序如下:
G54 G0 G90 X10 Y10 Z5 回初始点
SPOS=0 主轴处于位置控制运行状态
G331 Z-25 K0.8 S600 攻丝, K为正表示主轴右旋,终点-25 mm
G332 Z5 K0.8 退刀
8、G74/G75——返回参考点/固定点指令
格式:G74/G75 X_ Y_ Z_
9、G9(G60)/G64——准确定位/连续路径加工
格式:G9/G60/G64
三、其他G指令
1、G25/G26——主轴极限转速指令
格式:G25/G26
2、G96/G97——恒定切削速度指令
格式:G96/G97
3、G40/G41/G42——刀尖半径补偿指令
格式:G41 X_ Y_ Z_ 刀尖半径左补偿
G42 X_ Y_ Z_ 刀尖半径右补偿
G40 X_ Y_ Z_ 取消刀尖半径补偿
4、G450/G451——拐角特性指令
格式:G450/G451
四、铣削循环指令
1、CYCLE81——钻孔
格式:CYCLE81(RTP,RFP,SDIS,DP,DPR)
说明:刀具按编程的主轴转速和进给率钻孔,到达输入的最后钻孔深度。如图所示。

其中: RTP:Real 返回平面(绝对)
RFP:Real 参考平面(绝对)
SDIS:Real 安全间隙(无符号输入)
DP:Real 最后钻孔深度(绝对)
DPR:Real 相对于参考平面的最后钻孔深度(无符号输入)
如果一个值同时输入给DP和DPR,最后钻孔深度则来自DPR。

使用钻孔循环指令,加工如图所示的3个孔。程序如下:
G0 G17 G90 F200 S300 M3
D3 T3 Z110
X40 Y120
CYCLE81(110,100,2,35,)
Y30
CYCLE81(110,102,,35)
X90
CYCLE81(110,100,2,,65)
M02
2、CYCLE82——中心钻孔
格式:CYCLE82(RTP,RFP,SDIS,DP,DPR,DTB)
说明:刀具按照编程的主轴转速和进给率,钻孔到输入的最后深度。到达最后钻孔时允许停顿。如图所示。
其中:参数RTP、RFP、SDIS、DP、DPR的说明同CYCLE81指令
DTB:Real 最后钻孔深度时的停顿时间(断屑),单位为秒。
使用CYCLE82,在 XY平面中的(X24,Y15)处加工一个深27 mm的单孔。编程的停顿时间是2秒,钻孔轴 Z轴的参考平面为102 mm,安全间隙是4 mm。程序如下:
G0 G17 G90 F200 S300 M3
D1 T10 Z110
X24 Y15
CYCLE82(110,102,4,75,,2)
M02

3、CYCLE83——深孔钻孔
格式:CYCLE83(RTP,RFP,SDIS,DP,DPR,FDEP,FDPR,DAM,DTB,DTS,FRF,VARI)
说明:(1)多次执行最大可定义的深度并逐步增加到最后钻孔深度。
(2)钻头可在每次进给深度后退回到参考平面 安全间隙用于排屑,或每次退回1 mm用于断屑。
(3)参数RTP、RFP、SDIS、DP、DPR的说明同CYCLE81指令
FDEP:Real 初始钻孔深度(绝对值)
FDPR:Real 相对于参考平面的初始钻孔深度(无符号输入)
DAM:Real 递减量(无符号输入)
DTB:Real 最后深度时的停顿时间(断屑),单位为秒。
DTS:Real
初始点处和用于排屑的停顿时间
FRF:Real
初始钻孔深度的进给率系数(无符号输入)
VARI:Int
加工类型:断屑=0,排屑=1

在 XY平面中的位置(X80,Y120)和(X80,Y60)处执行循环CYCLE83,钻孔深度均为145 mm,参考平面为150 mm。首次钻孔时,停顿时间为零,加工类型为断屑。最后钻深和首次钻深的值为绝对值。第二次循环调用的停顿时间为1秒,加工类型排屑,最后钻孔深度相对于参考平面。钻孔轴Z轴。程序如下:
G0 G17 G90 F50 S500 M4 技术值定义
D1 T12
Z155 接近返回平面
X80 Y120 到达首次钻孔位置
CYCLE83(155,150,2,5,0,100,,20,0,0,1,0) 调用循环
X80 Y60 回到下一次钻孔位置
CYCLE83(155,150,2,,145,,50,20,1,1,0.5,1)调用循环
M02
4、CYCLE84——刚性攻丝
格式:CYCLE84(RTP,RFP,SDIS,DP,DPR,DTB,SDAC,MPIT,PIT,POSS,SST,SST1)
说明:CYCLE84可用于刚性攻丝。对于带补偿夹具的攻丝,可以使用另外的循环指令 CYCLE840。
参数RTP、RFP、SDIS、DP、 DPR的说明同CYCLE81指令
DTB:Real 钻削至螺纹深度时的停顿时间(断屑)
SDAC:Int 循环结束后的旋转方向值:3,4或5(用于M3,M4或M5)
MPIT:Real螺距由螺纹尺寸决定(有符号),数值范围3(用于M3)~48(用于M48);符号决定了在螺纹中的旋转方向。
PIT:Real
螺距由数值决定(有符号),数值范围:0.001~2000.000 mm;符号决定螺纹旋转方向。
POSS:Real
循环中定位主轴的位置(以度为单位)
SST:Real 攻丝速度
SST1:Real退回速度

在 XY平面(X30,Y35)处进行不带补偿夹具的刚性攻丝,攻丝轴是 Z轴,如图所示。未编停顿时间,编程的深度值为相对值。必须给旋转方向参数和螺距参数赋值。螺纹公称直径M5。程序如下:
G0 G90 T11 D1 技术值的定义
G17 X30 Y35 Z40 接近钻孔位置
CYCLE84(40,36,2,,30,,3,5,,90,200,500) 循环调用
M02 程序结束
5、CYCLE840——带补偿夹具攻丝
格式:CYCLE840(RTP,RFP,SDIS,DP,DPR,DTB,SDR,SDAC,ENC,MPIT,PIT)
说明:参数RTP、RFP、SDIS、DP、DPR、DTB、SDR、SDAC、MPIT、PIT的说明同CYCLE84 指令。
ENC:Real 是否带编码器攻丝值:
0=带编码器;
1=不带编码器。

(1)编码器攻丝。在 XY平面中的位置(X30 Y35)处进行无编码器攻丝,攻丝轴 Z轴,如图所示。必须给旋转方向参数SSR赋值;参数ENC的值为1,深度的值是绝对值可以忽略螺距参数PIT。加工时使用补偿夹具。程序如下:
G90 G0 T11 D1 S500 M3 技术值定义
G17 X30 Y35 Z60 接近钻孔位置
G1 F200 决定路径进给率
CYCLE840(50,36,,6,0,1,4,3,1,,) 循环调用
M02 程序结束
(2)带编码器攻丝。在 XY平面中的位置(X30 Y35)处带编码器攻丝。攻丝轴是 Z轴,如图所示。必须定义螺距参数,旋转方向自动颠倒已编程。加工时使用补偿夹具。程序如下:
G90 G0 T11 D1 S500 M4
G17 X30 Y35 Z60
CYCLE840(50,36,,6,0,0,4,3,0,0,3.5)
M02

6、CYCLE85——铰孔1(镗孔1)
格式:CYCLE85(RTP,RFP,SDIS,DP,DPR,DTB,FFR,RFF)
说明:RTP、RFP、SDIS、DP、 DPR、DTB的说明同CYCLE82指令;
FFR:Real 进给率
RFF:Real 退回进给率

在 XY平面中的(X70 Y50)处绞孔,绞孔轴是 Z轴。最后钻孔深度值为相对值,未编程停顿时间,工件上沿在Z102处。程序如下:
T11 D1
G0 X70 Y50 Z105
CYCLE85(105,102,2,,25,,300,450)
M02
7、CYCLE86——镗孔(镗孔2)
格式:CYCLE86(RTP,RFP,SDIS,DP,DPR,DTB,SDIR,RPA,RPO,RPAP,POSS)
说明:RTP、RFP、SDIS、DP、 DPR、DTB的说明同CYCLE85指令
SDIR:Int 旋转方向值:3(用于M3);4(用于M4)
RPA:Real 平面中第一轴(横坐标)的返回路径(增量,带符号)
RPO:Real 平面中第二轴(纵坐标)的返回路径(增量,带符号)
RPAP:Real 镗孔轴上的返回路径(增量,带符号)
POSS:Real 循环中定义主轴停止的位置(以度为单位)
在 XY平面中的(X70 Y50)处镗孔,最后钻孔深度为绝对值Z77,未定义安全间隙;在最后钻孔深度处的停顿时间2秒,工件的上沿在Z110处。在此循环中,主轴以M3旋转并停在45°位置。

G0 G17 G90 F200 S300 M3
T11 D1 Z112
X70 Y50
CYCLE86(112,110,,77,0,2,3,-1,-1,1,45)
M02
8、CYCLE87——铰孔2(镗孔3)
格式:CYCLE87(RTP,RFP,SDIS,DP,DPR,DTB,SDIR)
说明:钻孔到达指定深度,便激活主轴停止功能和编程的停止指令,按NC START键快速返回到返回平面。如图所示。
RTP、RFP、SDIS、DP、DPR、DTB、SDIR的说明同CYCLE86指令

在 XY平面的(X70,Y50)处,钻孔深度为绝对值Z77,工件的上沿在Z110处,安全间隙为2 mm,在循环中M3有效。程序如下:
G0 G17 G90 F200 S300 技术值的定义
T3 D3 Z113 接近返回平面
X70 Y50 接近钻孔位置
CYCLE87(113,110,2,77,,3,) 调用循环
M02 程序结束
9、CYCLE88——带停止钻孔1(镗孔4)
格式:CYCLE88(RTP,RFP,SDIS,DP,DPR,DTB,SDIR)
说明:钻孔到达指定深度,便激活主轴停止功能和编程的停止指令,按NC START键快速返回至返回平面。如图所示。
RTP、RFP、SDIS、DP、DPR、DTB、SDIR的说明同CYCLE86指令。

在 XY平面的(X80 Y90)处钻孔,钻孔深度定义为参考平面的相对值Z30,安全间隙为3 mm,工件的上沿在Z102处。程序如下:
G0 G17 G90 F100 S450
X80 Y90 Z105
CYCLE88(105,102,3,,30,3,4)
M02
10、CYCLE89——带停止钻孔2(镗孔5)
格式:CYCLE89(RTP,RFP,SDIS,DP,DPR,DTB)
说明:到达最后钻孔深度,可以编程停顿时间。如图所示。
参数 RTP、RFP、SDIS、DP、DPR,DTB的说明同CYCLE85指令

在 XY平面的(X80 Y90)处钻孔,镗孔轴是 Z轴,最后钻孔深度定义为绝对值,安全间隙为5 mm。程序如下:
DEF REAL RFP,RTP,DP,DTB 参数定义
RFP=102 RTP=107 DP=72 DTB=3 定义值
G0 G17 G90 F100 S450 M4
X80 Y90 Z107
CYCLE89(RTP,RFP,5,DP,,DTB)
M02
11、HOLES1——排孔
格式:HOLES1(SPCA,SPCO,STA1,FDIS,DBH,NUM)
说明:铣削沿直线分布的一些孔或网格孔。孔的类型由已被调用的钻孔循环决定。如图所示。

SPCA:Real 直线(绝对值)上一参考点平面的第一坐标轴(横坐标)
SPCO:Real 此参考点(绝对值)平面的第二坐标轴(纵坐标)
STA1:Real 起始角,-180°<STA1≤180°
FDIS:Real 第一个孔到参考点的距离(无符号输入)
DBH:Real 孔间距(无符号输入)
NUM:Int 孔的数量
加工平行于XY平面Y轴的5个螺纹孔,孔间距为20 mm,初始点位于(X30,Y20),第一个孔距离此点10 mm。先用CYCLE82钻孔,再用CYCLE84攻丝。孔深为80 mm,如图所示。

G90 F100 S500 M3 T1 D1 技术值的定义
G17 G00 X20 Z105 回到初始点位置
MCALL CYCLE82(105,102,2,22,0,1) 钻孔循环的形式调用
HOLES1(20,30,90,10,20,5) 从第1个孔开始加工,
此循环中只回到钻孔位置
MCALL 取消形式调用
M00 暂停换刀
G90 G0 X30 Y110 Z105 移到第5个孔的下一个位置
MCALL CYCLE84(105,102,2,22,0,,3,,4.2,,300)攻丝循环调用
HOLES1(20,30,-90,10,20,5) 从第5个孔开始调用排孔循环
MCALL 取消形式调用
M02 程序结束

如图所示加工网孔,5行5列,分布在 XY平面中,孔间距10 mm,网格初始点在(X30,Y20)处,第1个孔距离此点10 mm。程序使用R参数作为循环的转换参数。程序如下:
R10=102 参考平面
R11=105 返回平面
R12=2 安全间隙
R13=75 钻孔深度
R14=30 第一轴排孔
R15=20 第二轴排孔
R16=0 初始角
R17=10 第1个孔到
参考点的距离
R18=10 孔间距
R19=5 每行孔数量
R20=5 行数
R21=0 行计数
R22=10 行间距
G90 F300 S500 M3 T1 D1 技术值的定义
G17 G00 X=R15 Z105 回初始点位置
MCALL CYCLE82(R11,R10,R12,R13,0,1)
LABEL1 循环标识
HOLES1(R14,R15,R16,R17,R18,R19)
R15=R15 R22 计算下一行Y值
R21=R21 1 增量行计数
IF R21<R20 GOTOB LABEL1
MCALL 取消调用
G90 G0 X30 Y20 Z105 M02 程序结束
12、HOLES2——圆周孔
格式:HOLES2(CPA,CPO,RAD,STA1,INDA,NUM)
说明:如图所示,加工平面必须在循环调用前定义。孔的类型由已被调用的钻孔循环决定。

CPA:Real 圆周孔的中心点(绝对值),平面第一坐标轴(横坐标)
CPO:Real 圆周孔的中心点(绝对值),平面第二坐标轴(纵坐标)
RAD:Real 圆周孔的半径(无符号输入)
STA1:Real 初始角,-180°<STA1≤180°
INDA:Real 增量角
NUM:Int 孔数量

如图所示,加工4个孔,孔深30 mm。圆周由平面中的中心点 (X70,Y60)和半径42 mm决定。起始角33°,钻孔轴 Z的安全间隙2 mm。程序如下:
G90 F140 S170 M3 T1 D1 技术值的定义
G17 G00 X50 Y45 Z2 回到初始位置
MCALL CYCLE82(2,0,2,,30,0) 钻孔循环的形式调用,
无停顿,未编程DP
HOLES2(70,60,42,33,0,4) 调用圆周孔循环
MCALL 取消形式调用
M02 程序结束
13、CYCLE90——螺纹铣削
格式:CYCLE90(RTP,RFP,SDIS,DP,DPR,DIATH,KDIAM,PIT,FFR,CDIR,TYPTH,CPA,CPO)

说明:如图所示,加工内螺纹或外螺纹。铣削螺纹的路径需要螺旋插补。加工时,使用循环调用前定义的当前平面中三个几何轴。
参数RTP、RFP、SDIS、DP、DPR的说明同CYCLE81指令
DIATH:Real 额定直径,螺纹外径
KDIAM:Real 中心直径,螺纹内径
PIT:Real 螺距,范围:0.001~2000.000 mm
FFR:Real 螺纹铣削进给率(无符号输入)
CDIR:Int 铣螺纹的旋转方向,2:使用G2铣削螺纹;3:使用G3铣削螺纹
TYPTH:Int
螺纹类型值:0=内螺纹;1=外螺纹
CPA:Real
圆心,平面的第一轴(绝对值)
CPO:Real
圆心,平面的第二轴(绝对值)
使用G2铣螺纹时,初始点位于坐标系的第一象限,使用G3铣螺纹时,初始点位于坐标系的第四象限。如图所示

在循环内部计算刀具半径,因此,循环调用之前必须编程刀具补偿,否则,将出现报警并终止循环。
如图所示在 XY平面中的(X60,Y50)处加工一个内螺纹。程序如下:

DEF REAL RFP=40, RTP=48, SDIS=5, DPR=40, DIATH=60, KDIAM=50
DEF REAL PIT=2, FFR=500, CPA=60, CPO=50
DEF INT CDIR=2, TYPTH=0 变量赋值
G0 G17 G90 X0 Y0 Z80 F100 S300 M3 接近初始点位置
T5 D1
CYCLE90(RTP,RFP,SDIS,DP,DPR,DIATH,KDIAM,PIT,FFR,CDIR,TYPTH,CPA,CPO) 循环调用
G0 G90 Z100 循环结束后到达的位置
M02 程序结束
好了,今天的分享就到这里了,希望大家喜欢,剩下的我争取明天分享出来!!
,