一、公差
什么是公差?
公差就是实际参数值的允许变动量。
参数,既包括机械加工中的几何参数,也包括物理、化学、电学等学科的参数。
所以说公差是一个使用范围很广的概念。
公差是一个广泛的概念,那么为什么还要制定公差这个概念。
对于机械制造来说,制定公差的目的就是为了确定产品的几何参数,使其变动量在一定的范围之内,以便达到互换或配合的要求。
二、互换性
说到互换性,什么叫互换性?
含义:机器制造中的互换性,是指按规定的几何、物理及其其它质量参数的极限范围或公差,来分别制造及其的各个组成部分,使其在装配与更换时不需辅助加工及修配,便能很好地满足使用和生产上的要求。
说白了就是一个零件被操坏了,我随便哪一个零件过来,都可以装上使用,不需要加工以及修改。这就是互换性!
互换性是制造业中产品设计和制造的重要原则
互换性可分为完全互换和不完全互换。
完全互换:装配时不需挑选和修配。
不完全互换:装配时允许挑选、调整和修配。
应用:零部件厂际协作应采用完全互换,部件或构件在同一厂制造和装配时,可采用不完全互换
三、尺寸、偏差、公差
我们讲了公差,讲了互换性,归根结底这些规则的制定都是为了,我们更好的加工以及装配和使用。
下面我们讲一下公差的最基本的尺寸:
尺寸(size):用特定单位表示长度值的数字。
基本尺寸(basic size):由设计给定的尺寸,一般要求符合 标准的尺寸系列。用D、d表示。
实际尺寸(actual size):通过测量所得的尺寸。用Da、da 表示。
极限尺寸(limits of size):允许尺寸变化的两个界限值。两者中大的称为最大极限尺寸,小的称为最小极限尺寸。孔和轴的最大、最小极限尺寸分别为 Dmax、dmax和Dmin、 dmin
表示。

偏差(deviation):某一尺寸减去基本尺寸所得的代数差。 包括实际偏差和极限偏差,极限偏差又分为:
上偏差(ES、es)
ES=Dmax-D es=dmax-d
下偏差(EI、ei)。
EI=Dmin-D ei=dmin-d
公差(tolerance):允许尺寸的变动量。
Th=︱ Dmax- Dmin ︱= ︱ ES-EI︱
Ts=︱ dmax- dmin ︱= ︱ es-ei︱
说道公差和偏差,这时候很多童鞋都蒙掉了,这两者有什么区别,我怎么被草晕了。
从数值上看:极限偏差是代数值,正、负或零值是有意义的; 而公差是允许尺寸的变动范围,是没有正负号的绝对值,也不能 为零(零值意味着加工误差不存在,是不可能的)。
实际计算时:由于最大极限尺寸大于最小极限尺寸,故可省略绝对值符号。 … 从作用上看:极限偏差用于控制实际偏差,是判断完工零件是 否合格的根据,而公差则控制一批零件实际尺寸的差异程度。
从工艺上看:对某一具体零件,公差大小反映加工的难易程度,即加工精度的高低,它是制定加工工艺的主要依据,而极限偏差则是调整机床决定切削工具与工件相对位置的依据。
两者公差是上、下偏差之代数差的绝对值,所以确定了两极限偏差也就确定了公差。
What? 讲来讲去还是好多童鞋没有懂。
四、公差带
由于公差与偏差的数值相差较大,不便用同一比例表 示, 故采用公差带图。
零线(zero line):表示基本尺寸的一条直线,以其为基准确定偏差和公差,零线以上为正,以下为负。
尺寸公差带(tolerance zone):由代表上、下偏差的两条直线所限定的一个区域。公差带有两个基本参数,即公差带大小与位置。大小由标准公差确定,位置由基本偏差确定。
基本偏差(fundamental deviation):标准中表列的,用以确定公差带相对于零线位置的上偏差或下偏差。一般为靠近零线的那个极限偏差。
标准公差(standard tolerance):标准中表列的,用确定公差带大小的任一公差。
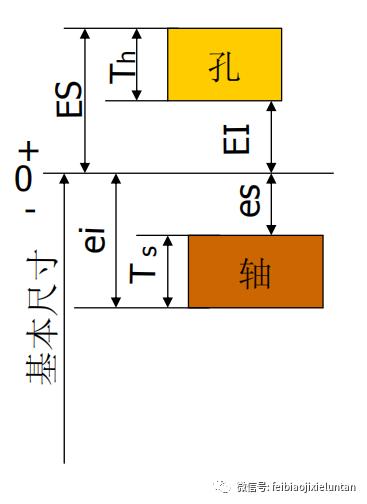
画出基本尺寸为Ø 50,最大极限尺寸为Ø 50 .025 、最小极限尺寸为Ø 50 mm的孔与最大极限尺寸为Ø49.975 、最小极限尺寸为Ø 49.959mm的轴的公差带图。

公差有什么用?便于装配啊!!!
配合的概念?什么是配合?
基本尺寸相同,相互结合的孔、轴公差带 之间的关系

五、配合的类别
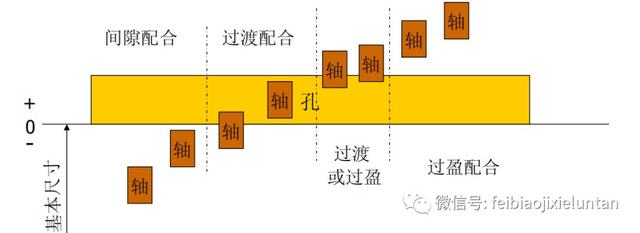
通过公差带图,我们能清楚地看到孔、轴公差带之间 的关系。根据其公带位置不同,可分为三种类型:间 隙配合、过盈配合和过渡配合。
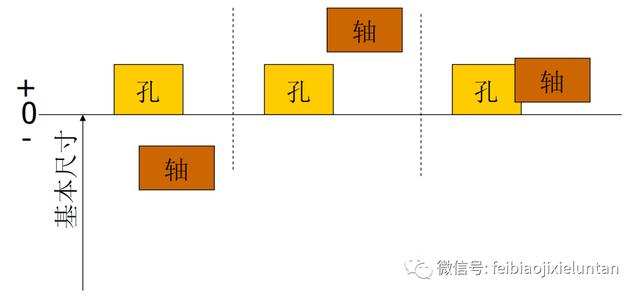
间隙配合
间隙配合既是用小棒子去草大孔。。。。。还有这操作?
具有间隙(包括最小间隙为零)的配合称为间隙配合。„ 其特征值是最大间隙X max和最小间隙X min。
X max=D max-dmin=ES- ei
X min=D min-d max =EI - es
X av=(X max X min)/2

间隙配合既是用大棒子去草小孔。。。。。还有这操作?太大也不好,你懂得
具有过盈(包括最小过盈等于零)的配合称为过盈配合。„ 其特征值是最大过盈Y max和最小过盈Y min。
Y max= D min-d max =EI - es
Y min= D max-dmin=ES - ei
Y av=(Y max Y min)/2

过渡配合
这个配合你想怎么草?
可能具有间隙也可能具有过 盈的配合称为过渡配合。此 时,孔的公差带与轴的公差 带相互重叠。 „ 其特征值是最大间隙X max和最大过盈Y max。
X max= D max- dmin=ES - ei
Y max = D min- d max =EI - es
X av (或Y av )=(X max Y max)/2

有着这些配合,那么我们就要给这些配合制定一些标准:配合制
改变孔和轴的公差带位置可以得到很多配合,为便于现代大生产,简化标准,标准对配合规定了两种配合制:基孔制和基轴制。
基孔制:基本偏差为一定的孔的公差带与不同基本偏差轴的公差带形成各种配合的一种制度。基孔制中的孔为基准孔,其下偏差为零。
基轴制:基本偏差为一定的轴的公差带与不同基本偏差孔的公差带形成各种配合的一种制度。基轴制中的轴为基准轴,其上偏差为零。

基孔制什么情况? 加工孔相当于在一个实体上掏洞。。看过老鼠打洞吗?看过狗打洞吗?累不累?累啊。他妈不好加工,所以给孔制定标准去加工轴,一点点修改轴的尺寸。
,