位置度是GD&T中最有用且最复杂的几何公差符号,没有之一。位置度太重要且调用方法多样,为了不像裹脚布,下面仅讨论RFS(without MMC/LMC)、实体状态(M/L圈)两种调用方式,投石问路。
符号

位置度
关联基准:两可,无基准的相对位置度调用M圈/L圈:是,且常见标注样式:
RFS

MMC
描述位置度很可能是GD&T中应用最广泛的符号。
位置度公差指被测要素与它的理论正确位置(True Position)的允许变动量。理论正确位置由精确坐标、或基本尺寸来定义,代表了公称值。
根据调用方式的不同,位置度可以与MMC(M圈)、LMC(L圈)、投影公差(P圈)一起使用。在ASME中,位置度只能应用于尺寸要素(孔、轴、板、槽、块、球等),并管控其中心要素,孔类要素的位置度管控是最常见的。
注:位置度不能应用于表面,表面管控我们通常采用轮廓度。
调用实体状态下的位置度:
MMC位置度是一个非常有用的调用。位置度与尺寸要素可以一次性控制要素的位置、方向和尺寸。MMC位置度不仅定义了理论正确位置,而且指定了恒定边界——实效状态VC;为此可设计功能检具进行检测,快速插入工件判定是否在公差范围内。
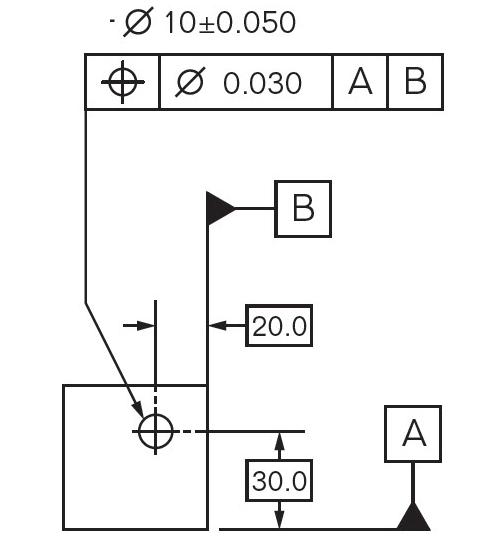
公差带圆柱面内的区域,其轴线与基本尺寸;被测要素的UAME轴线必须置于其中;

公差带
检测RFS:

CMM/千分表
MMC(功能检具):
孔:塞规=MMC-T(T-公差设计值)
轴:环规=MMC T

功能检具(孔)

功能检具(轴)
关系位置度与对称性、同轴度密切相关,它们都管控要素的位置。
MMC/LMC位置度与轴线垂直度有关,其位置度间接管控垂直度;但位置度可以参照多个基准,而轴线垂直度只参照一个基准。
应用场景位置度可以应用于任何需要定位的地方。当需要功能检具检测工件时,可选择调用MMC位置度。你会经常见到调用MMC位置度的阵列螺栓,此时所有螺栓的相对位置和间隙是至关重要的。LMC位置度,通常用于需要保障最小壁厚的地方,但是不太常见。
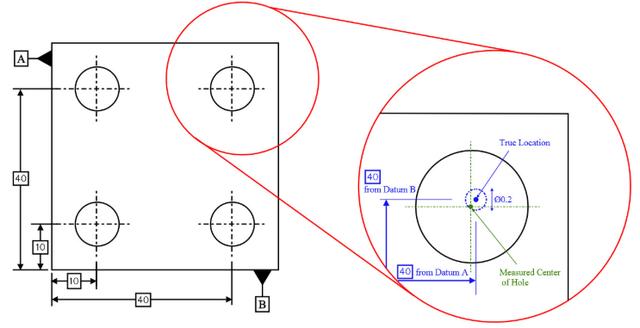
案例RFS:一块板上四个孔,确保始终保持接触并将其定位在特定位置。 孔需要与配合工件中的螺纹对齐。

RFS
调用位置度,孔不必位于图样标注的精确位置(基本尺寸),但孔的轴线可以在公差带内变化。基本尺寸无公差,如果完美的话,孔将处于理论正确位置。右上孔的检测中,理论正确位置距基准面A为40mm,距基准面B为40mm。通常由CMM计算孔的中心并将其与理论正确位置进行比较;只要孔的中心在设计公差值0.2mm的蓝色公差区域内,工件就OK。
检测方法
MMC:意味着现在控制整个孔要素的包容体,贯穿整个深度的孔。调用MMC,可以采用功能检具测量这个工件,以确定尺寸和几何公差同时满足要求。
塞规=MMC-T=9.9-0.2=9.7
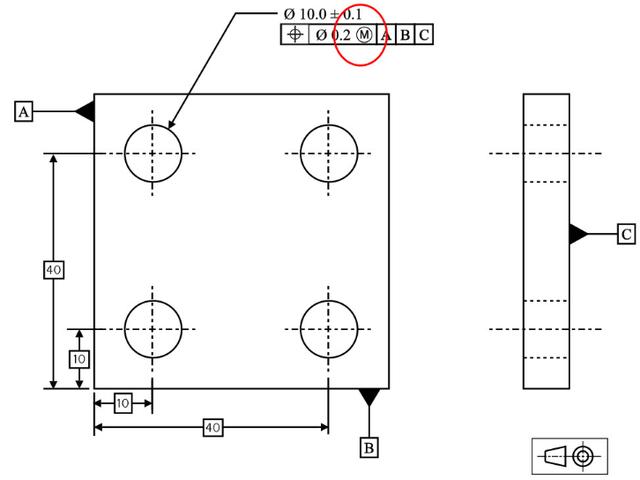
调用MMC

功能检具检测方法
只要功能检具能进入工件,就满足要求,这使得在生产线上就能很容易地对零件进行精确测量。
注意事项无论是否有Ø符号,都可以调用
有两种调用位置度的方法:以X、Y为单位的距离,直径(最常见)
当调用位置度为距离时,允许在X或Y方向上移动;但是这样形成了一个方形公差带,方形的角比边离中心更远,浪费掉了超过57%的公差区域。

公差带对比
槽形要素:
另一种常见的位置度标注方式是槽形要素。如果工件中有一个必须始终正确定位的槽,你可以使用位置度来确保组成槽的每个平面始终位于正确的位置。在这种情况下,也可以使用对称性,但前提是槽有一个参照基准面使它们是对称的(测量对称性是非常困难的!)。
注:在ASME Y14.5-2018中,已取消了对称度、同轴度。
免责声明:文中图片来源于网络,如有版权问题请联系作者删除!
,




