3.2 焊接工具
3.2.1 电烙铁
常用的手工焊接工具是电烙铁,其作用是加热焊料和被焊金属,使熔融的焊料润湿被焊金属表面并生成合金。
1.电烙铁的结构
常见的电烙铁有直热式电烙铁、感应式电烙铁、调温及恒温式电烙铁、吸锡式电烙铁。直热式电烙铁和调温式电烙铁分别如图3.4和图3.5所示。
图3.4 直热式电烙铁

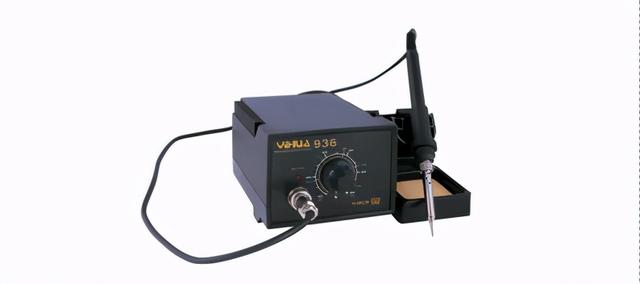
图3.5 调温式电烙铁
直热式电烙铁又可以分为内热式和外热式两种,如图3.6所示,主要由以下几部分组成。
(1)发热元件:俗称烙铁芯,是将镍铬发热电阻丝缠在云母、陶瓷等耐热、绝缘材料上构成的。内热式与外热式电烙铁的主要区别在于外热式发热元件在传热体的外部,而内热式的发热元件在传热体的内部。
(2)烙铁头:作为热量存储和传递的器件,一般用紫铜制成。
(3)手柄:一般用实木或胶木制成,手柄设计要合理,否则会因温升过高而影响操作。
(4)接线柱:发热元件同电源线的连接处。必须注意:一般电烙铁有三个接线柱,其中一个是接金属外壳的,接线时应用三芯线将外壳接保护零线。
图3.6 直热式电烙铁的结构示意图

2.电烙铁的选用
由前述可知,电烙铁的种类及规格有多种,被焊工件的大小又有所不同,因而合理地选用电烙铁的功率及种类,对提高焊接质量和效率有直接的关系。如果被焊件较大,使用的电烙铁功率较小,则焊接温度过低,焊料熔化较慢,焊剂不能挥发,焊点不光滑、不牢固,这样势必造成焊接强度及质量的不合格,甚至焊料不能熔化,使焊接无法进行。如果电烙铁的功率太大,则使过多的热量传递到被焊工件上,使元器件的焊点过热,造成元器件的损坏,致使印制电路板的铜箔脱落,焊料在焊接面上流动过快并无法控制。
选用电烙铁时,可以从以下几个方面进行考虑。
(1)焊接集成电路、晶体管及受热易损元器件时,应选用20W内热式或25W的外热式电烙铁。
(2)焊接导线及同轴电缆时,应选用45~75W外热式电烙铁,或50W内热式电烙铁。
(3)焊接较大的元器件时,如行输出变压器的引线脚、大电解电容器的引线脚、金属底盘接地焊片等,应选用100W以上的电烙铁。
电烙铁功率和类型的选择见表3.1。
表3.1 烙铁选择

3.烙铁头的选择与修整
1)烙铁头的选择
烙铁头是存储热量和传导热量的器件。一般情况下,对烙铁头的形状要求并不严格,但是焊接精细易损件时最好选用锥形。电铁的温度与烙铁头的体积、形状、长短等都有一定的关系。烙铁头的长短是可以调整的,烙铁头越短,其温度就越高,反之温度就越低,在操作时可根据需要调节。烙铁头有多种形状,见表3.2。
表3.2烙铁头类型

2)烙铁头使用说明
(1)圆锥形(尖嘴)烙铁头接触面小,只适用于焊接较小的焊接点。
(2)螺钉旋具型或凿子型接触面宽,传热范围广,适用于焊接较大的焊接点。
(3)无铅焊接用电烙铁优先选用螺钉旋具或凿子型烙铁头,因为圆锥形烙铁头接触点细小,传热不完全,稍一接触就会使接触面温度明显上升,温度均匀性差,烙铁头前端大小决定着热传导效率,尺寸应该与被焊物体相当。
4.烙铁头温度的调整与判断
电烙铁的温度与烙铁头的体积、形状、长短等都有一定的关系。通常,烙铁头的温度可以通过插入烙铁芯的深度来调节。烙铁头插入烙铁芯的深度越深,其温度越高。
一般情况下,可根据焊锡的熔化情况和助焊剂的发烟状态判断烙铁头的温度,如图3.7所示。也可在烙铁头上熔化一点松香芯焊料,根据助焊剂的烟量来判断其温度是否合适。温度低时,烟气量小,持续时间长;温度高时,烟气量大,消散快;在中等发烟状态,6~8s消散时,温度约为300℃,此时是焊接的合适温度。
图3.7 观察法估计烙铁头温度

5.电烙铁的接触及加热方法
电烙铁的接触及加热方法:用电烙铁加热被焊工件时,烙铁头上一定要黏有适量的焊锡,为使电烙铁传热迅速,要用烙铁的侧平面接触被焊工件表面,同时应尽量使烙铁头接触印制电路电路板上的焊盘和元器件引线。对较大的焊盘(直径大于5mm),焊接时可移动烙铁,即烙铁绕焊盘转动,以免长时间停留在一点而导致局部过热,如图3.8所示。
图3.8 电烙铁对焊盘加热

6.使用电烙铁的注意事项
(1)在使用前或更换烙铁芯时,必须检查电源线与地线的接头是否正确。尽可能使用三芯的电源插头,注意接地线要正确地接在烙铁的壳体上。
(2)新买的电烙铁一般不能直接使用,必须对烙铁头进行处理后才能正常使用。也就是说,在使用前先给烙铁头镀上一层焊锡,即对烙铁头进行“上锡”后方能使用。具体的方法如下:先用锉刀把烙铁头按需要锉成一定的形状,然后接上电源,当烙铁头温度升至能熔锡时,将松香涂在烙铁头上,等松香冒烟后再涂上一层焊锡,如此进行两三次,直至烙铁头表面薄薄地镀上一层锡为止。
当烙铁使用一段时间后,烙铁头的刃面及其周围会产生一层氧化层,这样便产生“吃锡”困难的现象,此时可锉去氧化层,重新镀上焊锡。
(3)电烙铁不易长时间通电而不使用,因为这样容易电烙铁芯加速氧化而烧断,也将使烙铁头因长时间加热而氧化,甚至被烧“死”不再“吃锡”。
(4)使用电烙铁过程中,烙铁线不要被烫破,应随时检查电烙铁的插头、电线,发现破损老化应及时更换。不可将电线随着柄盖扭转,以免对电源线接头部位造成短路。电烙铁在使用过程中不要敲击,烙铁头上过多的焊锡不得随意乱甩,要在松香或软布上擦除。
(5)使用电烙铁的过程中,一定要轻拿轻放,不焊接时,要将电烙铁放到烙铁架上,以免灼热的烙铁烫伤自己或他人、他物;若长时间不使用应切断电源,防止烙铁头氧化;不能用电烙铁敲击被焊工件;烙铁头上多余的焊锡不要随便乱甩。
(6)电烙铁在焊接时,最好选用松香焊剂,以保护烙铁头不被腐蚀。氯化锌和酸性焊油对烙铁头的腐蚀性较大,使烙铁头的使用寿命缩短了,因而不易采用。电烙铁应放在烙铁架上,应轻拿轻放,绝不要将电烙铁上的锡乱抛。
操作者头部与烙铁头之间应保持30cm以上的距离,以避免过多的有害气体(焊剂加热挥发出的化学物质)被人体吸入。
(7)更换烙铁芯时要注意引线不要接错,因为电烙铁有三个接线柱,而其中一个是接地的,另外两个是接烙铁芯两根引线的(这两个接线柱通过电源线直接与220V交流电源相接)。如果将220V交流电源线错接到接地线的接线柱上,则电烙铁外壳就要带电,被焊件也要带电,这样就会发生触电事故。
7.电烙铁的常见故障及其维护
电烙铁在使用过程中常见的故障有电烙铁通电后不热、烙铁头不吃锡、烙铁带电等。下面以内热式20W电烙铁为例加以说明。
1)电烙铁通电后不热
遇到此故障时可以用万用表的欧姆挡测量插头的两端,如果表针不动,则说明有断路故障。当插头本身没有断路故障时,即可卸下胶木柄,再用万用表测量烙铁芯的两根引线,如果表针仍不动,则说明烙铁芯损坏,应更换新的烙铁芯。如果测量烙铁芯两根引线电阻值为2.5kW左右,则说明烙铁芯是好的,故障出现在电源引线及插头上,多数故障为引线断路,插头中的接点断开。进一步用万用表的R×1挡测量引线的电阻值,便可发现问题。
更换烙铁芯的方法:将固定烙铁芯引线螺钉松开,将引线卸下,把烙铁芯从连接杆中取出,然后将新的同规格烙铁芯插入连接杆,将引线固定在螺钉上,并注意将烙铁芯多余引线头剪掉,以防止两根引线短路。
当测量插头的两端时,如果万用表的表针指示接近零欧姆,则说明有短路故障,故障点多为插头内短路,或者是防止电源引线转动的压线螺钉脱落,致使接在烙铁芯引线柱上的电源线断开而发生短路。当发现短路故障时,应及时处理,不能再次通电,以免烧坏熔断器。
2)烙铁头带电
烙铁头带电除前文所述的电源线错接在接地线的接线柱上之外,还有可能是,当电源线从烙铁芯接线螺钉上脱落后,又碰到了接地线的螺钉上,从而造成烙铁头带电。这种故障最容易造成触电事故并损坏元器件,因此,要随时检查压线螺钉是否松动或丢失。如有丢失、损坏应及时配好(压线螺钉的作用是防止电源引线在使用过程中因拉伸、扭转而造成引线头脱落)。
3)烙铁头不“吃锡”
烙铁头经长时间使用后,就会因氧化而不沾锡,这就是“烧死”现象,也称不“吃锡”。
当出现不“吃锡”的情况时,可用细砂纸或锉刀将烙铁头重新打磨或刮出新茬,然后重新镀上焊锡即可继续使用。
4)烙铁头出现凹坑
当电烙铁使用一段时间后,烙铁头就会出现凹坑或氧化腐蚀层,使烙铁头的刃面形状发生变化。遇到此种情况时,可用锉刀将氧化层及凹坑锉掉,并锉成原来的形状,然后镀上锡,即可重新使用。
为延长烙铁头的使用寿命,必须注意以下几点。
(1)经常用湿布、浸水海绵擦拭烙铁头,以保持烙铁头的良好挂锡,并可防止残留助焊剂对烙铁头的腐蚀。
(2)进行焊接时,应采用松香或弱酸性助焊剂。
(3)焊接完毕时,烙铁头上的残留焊锡应该继续保留,以防止再次加热时出现氧化层。
3.2.2 其他常用工具
1.尖嘴钳
尖嘴钳头部较细,外形如图3.9所示。它适用于夹小型金属零件或弯曲元器件引线。尖嘴钳一般带有塑料套柄,使用方便,且能绝缘。
尖嘴钳不宜用于敲打物体或装拆螺母,不宜在80℃以上的温度环境中使用,以防止塑料套柄熔化或老化。
2.平嘴钳
平嘴钳钳口平直,外形如图3.10所示,可用于夹持、弯曲元器件管脚与导线。因其钳口无纹路,所以其对导线拉直、整形比尖嘴钳适用。但因钳口较薄,故不易夹持螺母或需施力较大的部位。
图3.9 尖嘴钳

图3.10 平嘴钳

3.斜嘴钳
斜嘴钳外形如图3.11所示,适用于剪焊后的线头,也可与尖嘴钳合用剥除导线的绝缘皮。剪线时,要使钳头朝下,在不变动方向时可用另一只手遮挡,防止剪下的线头飞出伤眼。

4.剥线钳
剥线钳专用于剥有包皮的导线,如图3.12所示。使用时注意将需剥皮的导线放入合适的槽口,剥皮时不能剪断导线。剪口的槽并拢后应为圆形。

5.平头钳
平头钳又称克丝钳或老虎钳,其头部较平宽,外形如图3.13所示。常用的规格有175mm和200mm两种,平头钳一般带有塑料套柄,使用方便,且能绝缘。它适用于螺母、紧固件的装配操作,一般适用于紧固M5螺母。电工常用平头钳剪切或夹持导线、金属线等,但其不能代替锤子敲打零件。
可用平头钳的齿口进行旋紧或松动螺母,也可用平头钳的刀口进行导线断切。

6.镊子
镊子有尖嘴镊子和圆嘴镊子两种,如图3.14所示。尖嘴镊子用于夹持较细的导线,以便于装配焊接。圆嘴镊子用于弯曲元器件引线和夹持元器件焊接等,用镊子夹持元器件焊接还起到了散热作用。

7.螺钉旋具
螺钉旋具又称起子、改锥,有“一”字式和“十”字式两种,专用于拧螺钉,如图3.15所示。根据螺钉大小可选用不同规格的螺钉旋具,但在拧时,不要用力太猛,以免螺钉滑扣。
另外,钢板尺、盒尺、卡尺、扳手、小刀等也是经常用到的工具。

8.低压验电器
低压验电器通常又称为试电笔,由氖管、电阻、弹簧和笔身等部分组成,主要是验证低压导体和电气设备外壳是否带电,如图3.16所示。低压验电器有钢笔式和旋具式两种。常用的低压验电器的测试范围是60~500V,指带电体与大地的电位差。

使用电笔时应注意的事项如下。
(1)使用前,一定要在有电的电源上验电,检查氖管能否正常发光。
(2)使用时,手必须接触金属笔挂或试电笔顶部的金属螺钉,但不得接触金属笔杆与电源相接触的部分。
(3)应当避光检测,以便看清氖管的光辉。
(4)电笔不可受潮,不可随意拆装或受到剧烈震动以保证测试可靠。
,




