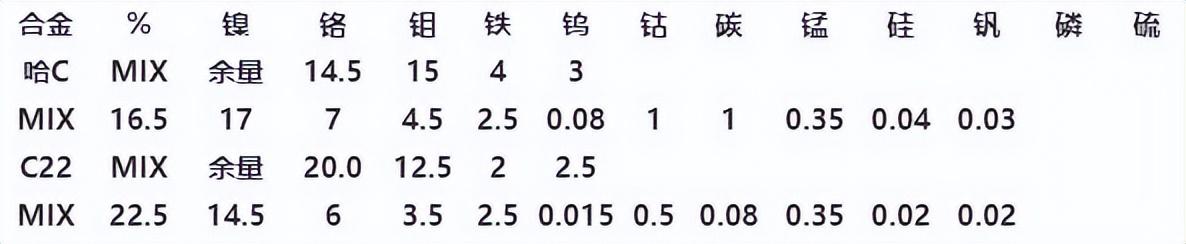
Hastelloy C-22的化学成分:

Hastelloy C-22的化学成分:
Hastelloy C-22的物理性能:

Hastelloy C-22在常温下合金的机械性能的MIX:

此合金具有以下特性:Hastelloy C22合金是全能的镍铬钼钨合金,比其他的现有的镍铬钼合金拥有更好的总体抗腐蚀性能,包括Hastelloy C276、C4合金以及625合金。Hastelloy C22合金有很好的抗点蚀,缝隙腐蚀和应力腐蚀开裂能力。它具有优异的抗氧化水介质能力,包括湿氯,硝酸或者含有氯化物离子的氧化性酸的混合酸。同时,Hastelloy C22合金也有理想的的抵抗过程中遭遇的还原性和氧化性环境的能力。依靠这种万能的性能,它能在一些令人头疼的环境中使用,或者在多种生产目的工厂中应用。Hastelloy C22合金对各种化工环境有着异常的抵御能力,包括强氧化性物质,比如氯化铁、氯化铜、氯、热污染溶液(有机的无机的),甲酸、乙酸、醋酸酐、海水和盐溶液等。Hastelloy C22合金在焊接热影响区有抵抗晶界沉淀形成的能力,这样使它在焊接状态下也能适应很多种化工过程的应用。
Hastelloy C-22的金相结构:Hastelloy C22为面心立方晶格结构。
Hastelloy C-22的耐腐蚀性:Hastelloy C22合金适用于各种含有氧化和还原性介质的化学流程工业。较高的钼、铬含量使合金能够耐氯离子的侵蚀,钨元素也进一步提高了其耐腐蚀性。Hastelloy C22是仅有的几种能够耐潮湿氯气、次氯酸盐以及二氧化氯溶液腐蚀的材料之一,该合金对高浓度的氯化盐溶液具有显著的耐腐蚀性(如氯化铁和氯化铜)。
Hastelloy C-22应用范围应用领域有:Hastelloy C22合金在化工和石化领域得到了广泛的应用,如应用在接触含氯化物有机物的元件和催化系统中。这种材料尤其适合在高温、混有杂质的无机酸和有机酸(如甲酸和乙酸)、海水腐蚀环境中使用。
Hastelloy C-22其它应用领域:1.醋酸/醋酸酐 2.酸浸 3.玻璃纸制造 4.氯化系统 5.复杂的混合酸 6.电镀锌槽的辊子 7.膨胀波纹管 8.烟气清洗器系统 9.地热井10.氟化氢熔炉清洗器 11.焚烧清洗器系统 12.核燃料再生13.杀虫剂生产 14.磷酸生产 15.酸洗系统 16.板式热交换器17.选择性过滤系统 18.二氧化硫冷却塔 19.磺化系统20.管式热交换器 21.堆焊阀门
摘要: 哈氏合金C- 22与C- 276同属于哈氏合金C家族, 是Ni- Cr- Mo合金。焊接Ni- Cr- Mo合金时容易出现焊缝金属污染和焊接接头的中温敏化脆化, 解决的关键是重视焊前处理和对高温焊缝的保护以及控制焊接热输入。
本文介绍了哈氏合金C- 22的材料特点、耐蚀性能、焊接工艺和焊接特点等内容。
本公司为江苏某化工企业制造了2台氯气混合器,属第二类压力容器, 筒体壁厚12 mm, 如图1所示。

该混合器内介质是氯气和水, 设计温度75 ℃,设计压力为0.69 MPa。设计选择的材料是德国WN2.4602 ( 美 国UNS N06022) , Hastelloy C- 22是 美 国Haynes公司产品的商业牌号。本公司采购的是美国冶联科技国际公司 (Allegheny Technologies) 的AL- 22TM
1 材料性能
1.1 成分特点
在 哈 氏 合 金C家 族 中 最 有 代 表 性 的 是HastelloyC- 276 ( AL276TM) 。C- 276可在焊态下使用, 但在某些工艺条件下低碳低硅的C- 276对晶间腐蚀较敏感,其并不具备足够的热稳定性。在高氧化性环境下,w( Cr) 16%的C- 276不能提供有效的耐蚀性。
针 对 氧 化 性 环 境 需 要 一 种 高 铬 合 金 , 且 Cr,Mo, W达到优化平衡, 使晶体结构更稳定, 以此获得一种有高耐蚀性和良好热稳定性能的合金。根据这一指导思想, 研制出了C- 22。C- 22的Cr, Mo, W含量经过仔细地调整成为目前的水平, 既能耐氧化性酸腐蚀, 又能满足高温稳定性的需求。
尽管这种合金在高氧化性环境中的耐蚀性比C- 276优越, 但在强还原性环境中和在严重缝隙腐蚀条件下的表现不如w( Mo) 16%的C- 276。C- 22降低

1.2 力学性能

1.3 耐蚀性
C- 22是Ni- Cr- Mo合金, 具有优异的耐点蚀、缝隙腐蚀、晶间腐蚀和应力腐蚀的能力。C- 22铬含量较高, 这有助于合金形成更厚更稳定的保护层, 使其在氧化性环境中的抗腐蚀能力得到明显提高, 适用于湿氯气、次氯酸盐化物溶液和氧化性酸 ( 硝酸) 。在温度升高的情况下, 同样由于高铬的作用使C- 22合金能够抵抗氧化、碳化和硫化以及卤素离子的侵蚀。因此, C- 22在烟气脱硫系统中常用作钢的衬里。C- 22中含有一定量的Mo和W, 使合金能够抵抗还原性酸 ( 稀硫酸和盐酸) 的腐蚀。
C- 22耐蚀性与Ni- Mo组成的Hastelloy B系列合金不同, C- 22适合于在氧化性与还原性之间波动的混合溶液中使用, 尤其适用于混入Fe3 , Cu2 等强氧化性离子的盐酸、硫酸溶液中。
由于极低的碳含量以及均衡的合金配比, C- 22焊接后的热影响区对中温敏化不敏感, 在晶界不易析出铬的碳化物和金属间化合物μ相, 与C- 276相比提高了耐晶间腐蚀能力。因此, C- 22的焊接区域有着和母材几乎相同的性能, 在焊态下适用于许多化工过程。图2所示为C- 276和C- 22合金经870 ℃敏化后在ASTM G- 28, A溶液的时间- 温度敏化 ( TTS) 曲线,在曲线的右侧晶间腐蚀深度超过0.05 mm。

1.4 焊接材料
焊 材 选 用 美 国 技 术 合 金 公 司 的 Techalloy 622( ASME SFA 5.14 ERNiCrMo- 10) 焊丝, 其化学成分见表3。这种焊材还适合作为一种超合金焊材用于连接不锈钢和镍基合金或在钢铁材料上进行堆焊, 堆焊层作为耐蚀层或镍基合金复合钢板焊接的过渡层。用含铌的焊材焊接含氮的双相不锈钢或奥氏体不锈钢时, 有可能导致氮铌化合物的析出而影响焊后材料的性能, 为了避免出现这种现象, 也可选用不含铌的C- 22合金作为焊材。

2 焊接
2.1 焊前准备
镍基合金焊接熔池的黏滞性大, 流动性差, 熔深浅。因此, 为了利于根部焊透和防止坡口边缘产生未熔合, 坡口角度要大一些 ( 60°~70°) , 钝边要小一些( 0.5~1.5 mm) , 根部间隙稍宽 ( 不小于2.4 mm) 。母材表面和焊丝表面必须清洁, 防止污染物质熔入焊缝。氩气保护高温熔池和高温焊道, 防止焊缝金属的氧化。
2.2 焊接工艺参数
镍基合金焊接熔池的特点是液态金属流动性差, 熔深浅, 即使增大焊接电流也不能改善熔池液态金属流动性和增加熔深。由于镍基合金导热性差, 大电流焊接熔池高温停留时间长, 因而焊缝和热影响区容易过热致使晶粒粗大, 增大热裂纹敏感性。对于含Cr, Mo的镍基合金可能会产生中温敏化, 使耐蚀性能和力学性能下降。基于镍基合金的上述特点, 应严格限制焊接热输入, 采用小直径焊材小电流多层多道不摆动焊接。钨极氩弧焊的热输入不应超过8 kJ/cm[3], 道间温度不应超过93 ℃, 不用焊前预热。焊接工艺参数见表4。

2.3 焊后热处理
C- 22合金焊后不推荐做650 ℃的焊后消除应力热处理, 只能进行1 120 ℃的固溶处理。
2.4 焊接特点
( 1) 镍基合金焊接熔池十分黏稠, 增大焊接电流不能明显改善金属的流动性。
( 2) 镍基合金焊接只能形成浅熔深, 在焊接过程中不要采取校正方法来改变这种浅熔深。
( 3) 与焊接碳钢、不锈钢通常形成的凹形焊道不同, 镍基合金的焊道表面要求呈凸形, 以防止出现结晶热裂纹。第1层根部焊道可能会出现结晶开裂, 可采取小电流多填丝的方法消除。
( 4) 手工钨极氩弧焊操作时, 填充焊丝的送入不应直接浸入熔池, 应使填充焊丝位于钨极的前方边熔化边送进, 焊丝端头要始终处于氩气保护之中。熄弧时要多填加些焊丝, 使焊道厚度增大。
( 5) 由于镍基合金的特性及焊接电流的限制, 焊接速度较慢, 要求焊工有耐力和耐性。
3 结论
Hastelloy C- 22材质纯净, 合金成分配比合理,从根本上保证了焊接质量和使用性能。C- 22是强度高、耐蚀性好的材料, 在很多方面优于C- 276。当C276不能满足使用要求时,应考虑使用C- 22或比C- 22更高级的Hastelloy C- 2000, Inconel 686, VDM 59等同族合金。
,




