一.产品分析
在注射模具设计中,为了使得模具结构简单,一般都尽量避免使用侧抽芯结构。当侧抽芯不可避免时,侧抽芯机构就成为设计的一个关键。本文将讨论一个空心块的1模4腔、四面抽芯的模具设计。由于其侧型芯多,而空间有限,如何设计简单有效的抽芯机构和顶出机构,是本模具设计的关键。
这边老师主要用某电器中框结构零件来讲解,其产品图如图1所示。塑件造型呈U型,两个侧面均有侧凹和通孔,两端开口处存在倒扣,无法直接出模。

图1中框产品图
如图1所示,塑件最大外形尺寸为19.90mm X 10.04mmX 11.28mm,塑件平均胶位厚度1.80mm,材料为POM,缩水率为2.0%.塑件批量较大,尺寸较小。两个侧面的通孔,由于属于台阶孔,只能从外侧设计滑块抽芯;两头的凸台形成倒扣,由于空间尺寸较小,设计斜顶会存在强度不足,因此模具设计的点是滑块的设计和模具的排位。POM材料较硬,经过分析,内部倒扣不能采用强制脱模。客户的指定的注塑机是100吨机器,因此,模具设计要有合理的排位,结构紧凑,满足客户的注塑机。

图2中框模具图
二.模具设计要点
1.模具排位设计:
塑件尺寸较小,批量又大,多型腔模具设计才有较好的经济效益。考虑到塑件四侧面都需要设计抽芯机构,因此最多只能设计1出4的模具排位。模具结构图见图2。
2.温控系统设计:
POM极易分解,POM的加工温度很窄(0~215℃),在炮筒内停留时间稍长或温度超过220℃时就会分解,分解时有刺激性和腐蚀性气体发生,故模具钢材宜选用耐腐蚀性的材料制作。模具温度的控制则在动定模具对应位置各设计一个测温孔,注意孔的深度要钻通模胚,将孔钻在模仁上,模胚孔口攻丝,以便安置热电偶。 点击关注关注老师学习不迷路,进老师主页查看更多干货!

图3中框模具图
3.浇注系统设计:
模具四侧抽芯,流道的设计具有一定难度,塑件的顶部属于外观面,不允许设计点浇口。对于四个侧面都有大滑块的模具,流道设计的大忌就是由于空间位置的限制,将流道设计在滑块的底部,这种设计在短期内也可以勉强使用,但是作为商品模具,有其致命的缺陷。胶末随时会占据滑块底部,高温下会将滑块烧死。塑胶经主流道进入分型面后,分流道沿X形布置,流道在定模进入塑件端部,浇口为侧浇口。开模后,流道凝料在滑块上,不影响滑块移动。
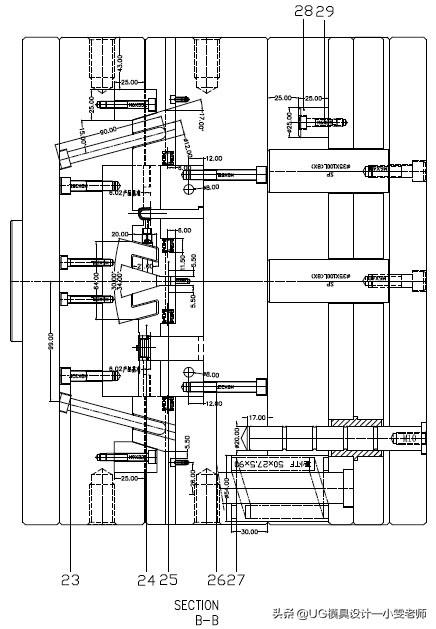
图4中框模具图
4.侧向抽芯设计:
1出4的模具排位,16个滑块呈井字形排列,边缘的滑块用斜导柱驱动,中间的滑块由于空间有限,两组滑块共用铲机,用T型槽带动。中间滑块的压条采用单边压条,如图2中剖面D-D所示。
5.顶出系统设计:
塑件顶出采用两支3MM顶针顶出。

图5中框模具图
点击关注关注老师学习不迷路,进老师主页查看更多干货!
每晚八点有免费直播课程学习,私信老师即可免费学习!
需要模具设计资料和软件的可以私信老师回复“资料”即可免费领取!
喜欢老师作品可以转发或收藏,同时请继续关注后期会推出高质量视频和技术资料!
,




