两板模(大水口模)
大水口模
编辑切换为居中
大水口模
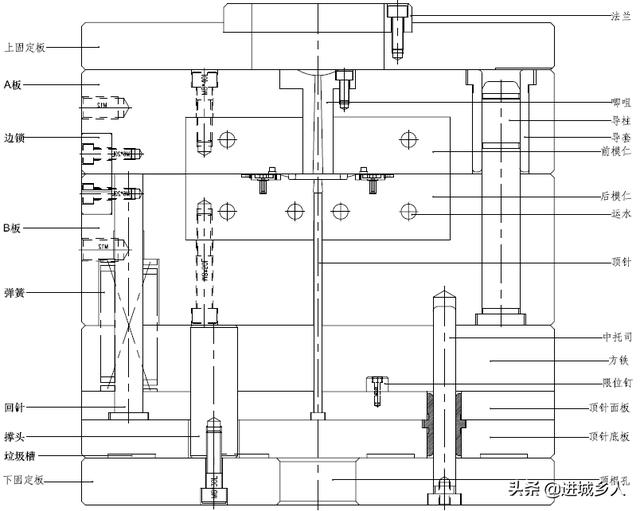
大水口模是注塑模具中比较简单的一种模具结构,主要特点是从注塑机到产品所产生的流道跟产品一起从分型面出模。
大水口模可以使用不同的进胶方式,主要有大水口、侧入水、搭桥、扇形、潜水、牛角等。
3.1.2 三板模(细水口模)
大水口模
编辑
细水口模
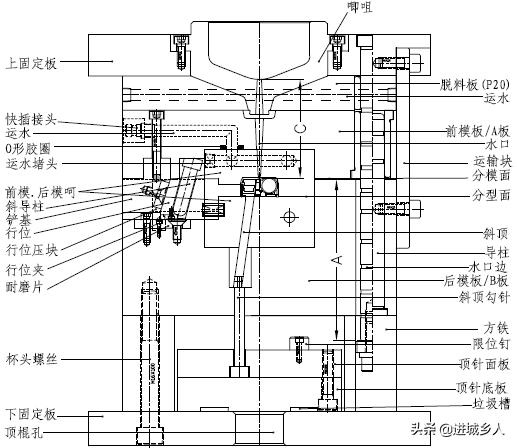
细水口模相对大水口模具复杂,主要特点是从注塑机到产品的流道有一部分或全部从上固定板和脱料板之间掉落。
细水口模使用的特殊进胶方式是点浇口,正常情况下大水口模具的所有进胶方式在细水口模具都适用。
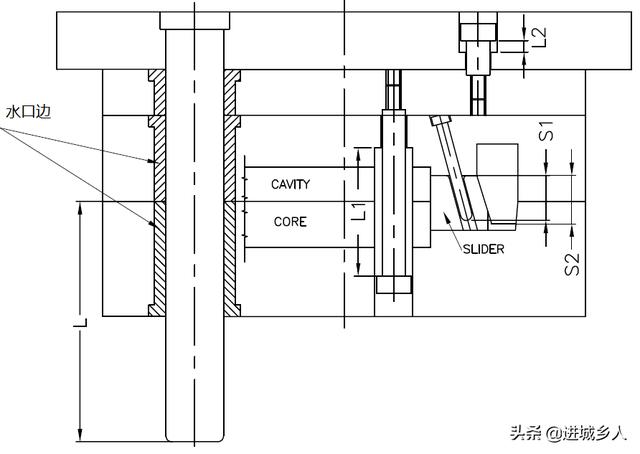
有水口边和导柱的才是细水口模,如果只有水口边称为简易细水口模
细水口模
编辑切换为居中
简易细水口模
热流道模
简易细水口模
编辑切换为居中
单热嘴模

单热嘴模
编辑切换为居中
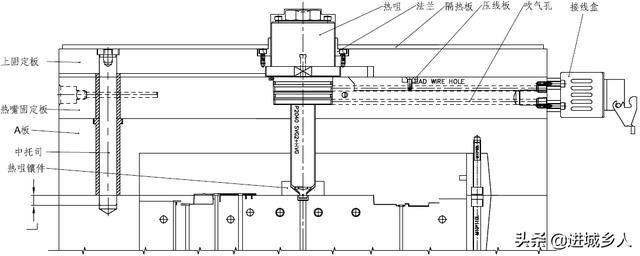
热流道 热嘴模
热流道 热嘴模,一般进胶口位置与模具中心偏差太多(超过80mm)或有多个热嘴,都会采用这个结构。
热流道模是一种以热流道代替普通冷流道的两板模,如果热流道出来还有一段流道才到产品,称为半热流道模,半热流道模有可能是两板模,也有可能是三板模,要看实际要求去使用。
倒装模
倒装模因为流道较长,一般都使用热流道,倒装模使顶针和进胶口集中到一个方向,从而使产品外观面没有顶针印和浇口印,倒装模的顶出动作一般由油缸完成,如海天手柄。
模具分类
行业上对模具有很多不同的分类,结合我司以瓶盖为主的模具结构,分类如下:
按模具用途分:
A.试验模:是以试验为主,在试模和试产过程中会对结构或尺寸有较大的修改,确认后只会进行少量(一般不多于1W个)试产打样的模具。
B.生产模:是以正式生产为制造目的,模具结构,材质,精度,耐用和产品尺寸都有比较高的控制要求,而且一般腔数比较多,8到144腔不等。
按模具腔数分:A.少腔模、B.多腔模、C.超多腔模。
A.少腔模:少于8腔(不含8腔)的模具,这些模具一般为试验模或产能不高的生产模。
B.多腔模:8腔(含8腔)到48腔(含48腔),这是一些大批量的生产模,有一定的周期和产能的要求。
C.超多腔模:48腔以上,对产能有极大的要求,对模具的各方面维度有非常高的要求和在模具生命周期内有非常到位的质保要求,模具生产的平稳性非常高。
按出模类型分:A.一般顶出模具、B.倒扣强脱模具、C.螺纹旋转模具
A.一般顶出模具:产品结构正常,出模方向没有倒扣,或者倒扣在采用斜顶或行位等结构进行处理后可以出模。
B.倒扣强脱模具:产品在出模方向有倒扣,由于产品的材料和倒扣的形状可以进行强行脱模。
C.螺纹旋转模具:产品在出模方向有螺纹,并且不能强行脱模,只能通过旋转的形式进行出模。
按产品类型分:A.单色模具、B.多色模具
A.单色模具:整个产品(组装前)只有一种颜色或一种材料组成,这种产品使用一般注塑机生产,模具和机台兼容度较高。
B.多色模具:整个产品(组装前)由两种或以上颜色或者两种或以上材料组成,这种产品模具设计时需要与机台设计充分配合,一般都是专机专模。
,




