脚踏实地做改善之道三步曲之三
七大浪费改善手法之现场应用之一搬运的浪费
【精益品质三七基础工程建设】口号:发现问题是改善的开始!
张小武:生产助理 大学毕业生
王新: 生产主管 5年工作经验
现场改善专员:小丽
组立IE小李
组立工程刘叔
PCB工程风哥
PCB生产主管老杨
PCB IE 小刘
仓库主管 张课
序:
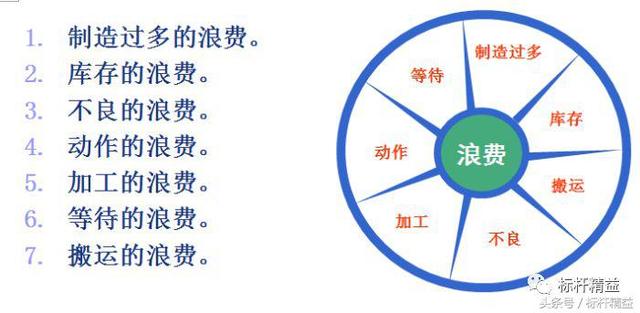
在现场改善中,有一句名言及“浪费是万恶之源。”几乎所有的工厂品质,成本,效率等问题都来自浪费。归根结底,现场改善最终还是要回到发现问题,分析问题,解决问题上来。那么,解决问题是建立在分析问题上来,分析问题的前提是发现问题。而七大浪费是现场改善发现问题的最佳工具,学会了它也就等于拥有了一双发现问题的眼睛。
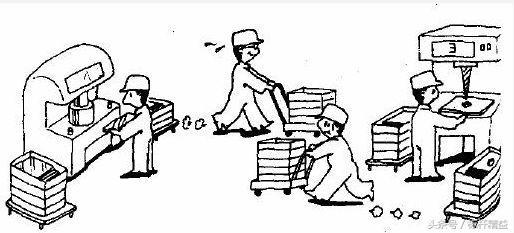
经过风扇组装线时,小丽停下了脚步。小武忙问道:“小丽姐,有什么问题吗?”小丽指了指入磁充磁辅助线的来来回回忙忙碌碌地样子,说:“这里存在在严重的浪费,要检讨改善。”
小武摸摸脑袋不解地样子:“丽姐她们在忙着搬运产品啊,不是在工作吗?”。小丽这次并没有责怪小武,只是淡淡地回了句:“产品搬来搬去并不产生价值,要想办法省掉的。”
过了一会儿,小丽就抓着闻风赶来的IE小李和生产主管王新一起做了一下问题点的说明。然后就是一场热烈地讨论。
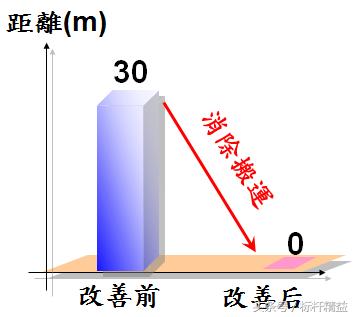
看来组装线离充磁加工的机台有30M的距离,并且为了配合生产专职配置了一个磁组包装人员和一个搬运人员。大家从精益角度分析下来,很快达成共识这里存在着严重的搬运浪费。并开始讨论如何改善,重点放在减少不必要的搬运上。

最后,针对搬运浪费的改善方案如下。
1. 将充磁机台直接移至组装线上,随线加工。
2. 加装滑槽使加工好的产品直接流到生产线上。
改善成果明显:直接精简两个人力,搬产品的和磁组包装人员,浪费的搬运现象彻底清除。
二.原来加工过程中的搬运存在着这么多的浪费:
小武在看到改善效果后,由衷地发出了评论。
“没有想到,加工过程中的搬运会有着这么多的浪费。看来尽量减少和取消加工过程中的浪费不及可以精简人力还可以极大地增加效率。也会减少在搬运途中发生的意外不良,真是一举多得啊。”
王新二话没说只表了个态:“从明天开始,我亲自带着组长们一起平等展开,把所有的加工搬运过程再现场检讨一遍。能省则省,不能省的也要减少优化啊。”
Tips: 搬运的浪费小知识:
1.定义: 不必要的移动及把东西暂放在一旁
不必要的搬运、工作的移动、预置、改装以及长距离的搬运流程和活性度差等。
2.表现形式:
• 搬运距离很远的地方,小批量的运输
• 主副线中的搬运
• 出入库次数多的搬运
• 破损、刮痕的发生
3. 原因:
• 生产线配置不当
• 未均衡化生产
• 坐姿作业
• 设立了固定的半成品放置区
• 生产计划安排不当
4.对策:
• U型设备配置
• 一个流生产方式
• 站立作业
• 避免重新堆积、重新包装
5.注意事项:
• 工作预置的废除
• 生产线直接化
• 观念上不能有半成品放置区
• 人性考虑并非坐姿才可以
[下节预告] 七大浪费改善手法之现场应用之一库存的浪费
,