汽车前大灯反射镜(又名反光镜)是汽车前大灯照明系统起反射功能避免灯光直射的零件,位于透镜与装饰框内侧,与透镜装配在一起,通过透镜可以从车灯外面看到反射镜。塑件为外观件,表面镀铝,属于高光电镀件,外表面有大面积花纹,用于表面装饰。车灯是汽车配套必不可少的重要安全装置与装饰件,反射镜由于高温工作的环境,以及具有反射聚光作用,需要采用收缩率几乎为0,且具有耐热,阻燃,极强抗蠕变性的预制整体模塑料(BMC)热固性塑料成型。这种材料以前一直采用压铸成型工艺,由于生产效率低,废品率高,同时由于该材料对人体有害,压铸生产中需频繁人工取料称料等工序,因而对操作人员的健康带来一定的危险。为此发展BMC材料的注塑成型工艺替代压铸成型工艺已成必然趋势。
本文以汽车前大灯反射镜零件为例,详细介绍汽车前大灯反射镜注塑模具的设计要点与技术总结。汽车前大灯反射镜零件如图1所示:

图1 汽车前大灯反射镜零件图
1. 塑件外观要求与结构分析
图1所示为某品牌汽车前大灯反射镜零件图,材料为BMC,属于热固性塑料。该材料为特硬性材料,缩水率几乎为零,在模具设计时不需要放收缩率。因为其是特硬塑料,具有尺寸精度高、加工性能好等优点,缺点是流动性较差。塑件外表面需电镀(一般镀铝),塑件为外观件,表面要求高。
塑件尺寸为:216.9×200.8×161.7mm。塑件的结构特点如下:
1)外观面要求极高,外观面不允许有斑点和浇口痕迹,更不允许有收缩凹陷、熔接痕和飞边等缺陷。
2)塑件为电镀件,有严格的配光要求,外观面镀铝。外观面脱模斜度设计要合理,一般至少要保证5°以上。
3)塑件外形复杂,曲面光洁度高,塑件内外侧无倒扣,不需要侧向抽芯,塑件为左右镜像件。
2. BMC材料注塑成型工艺过程
将冷藏的BMC材料加入专门生产BMC材料的注塑机料筒,通过螺杆旋转产生剪切热,使其在较低温度(25摄氏度)熔融,然后在高压下将稠胶状的物料注入预先加热达140-160摄氏度的模具中。在高温作用下,进行化学反应,经保压后固化成型,开模取出得到成型塑件,最后用气枪吹尽型腔里的毛边及碎片,模具合模进行下一循环。
3. 模具结构分析
汽车前大灯反射镜为左右镜像件,型腔数为1 1,模具采用了冷流道的浇注系统。本塑件内外侧面无倒扣,因此没有侧向抽芯机构。模具外形尺寸为:700×500×568(mm),总重量约1吨,属于中型注塑模具。详细结构见图2-图4。

图2 汽车前大灯反射镜注塑模具结构图1

图3 汽车前大灯反射镜注塑模具结构图2

图4汽车前大灯反射镜注塑模具结构图3
1.面板;2.隔热板;3.A板;4.锁模块;5.压线块;6.B板;7.方铁;8.推杆固定板;9.推杆底板;10.底板;11.定位圈;12.机嘴;13.感温针;14.推管针;15.支撑柱;16.推管;17.垃圾钉;18.加热管19.导柱;20.承压板;21.接线盒保护块;22.导套;23.推杆;24.限位块;25.拉复位;26.复位快;27.动模镶件;28.复位杆;29.推管套;30.推管针; 31.推杆板导套;32.推杆板导柱;33.推管针压块;
图2、图3、图4为汽车前大灯反射镜的模具结构图。其基本结构虽与热塑性注塑模类似,但与后者相比,存在如下典型区别与特点:
(1)模具倒做
这里所说的模具倒做不是倒装模。一般模具型腔设在定模,型芯设在动模。由于反射镜塑件型芯为多曲面反射与聚光工作面,需要很低的粗糙度,绝对不能设置推杆等顶出装置,因此模具必须倒做,即凸出的型芯(反射镜工作面)设在定模,凹进的型腔设在动模。
(2)模具需要加热管加热并严格控温
BMC材料的注塑成型工艺与普通热塑性注塑成型工艺完全不同,在注塑机的料筒部分需用专用冷冻机冰水冷却,而在模具型腔型芯则需要电加热。
可用如下公式计算定动模所需电热管总功率W:
W=Gcp(Tm-To)/3600yt
G:模具定动模总重量,kg
cp:模具材料比热容,kj/(kg.°C)
Tm:模具成型所需的温度:°C
To:室温:°C
y:加热器效率,取0.3-0.5
t:加热升温时间,h.
一般采用的电热管直径为15.8mm,可以较快提高模具温度。根据经验模具加热功率可按(40-50)W/kg计算所需电热管功率。塑件成型面距离电热管40-50mm,两电热管之间距离为80-100mm。为提高加热效率,定动模四面均需设计一8mm厚的电木隔热板,因电热管无正负极,可以串联连接,但温控器插座每组不可超过3.6KW。每组电热管的温度由一组热电偶控制,热电偶应处于本组电热管温度场的中心,并且热电偶头需与型腔有效接触,有利于准确控制温度。
(3)模具的流道系统需控温
由于热固性注塑模成型的材料超过一定温度即起化学交联反应而固化,固化的浇注系统凝料不可回收,只能做废料处理,因此采用无浇注系统凝料的流道具有重要意义。因此模具的浇口套需冷水冷却。为了减少注塑过程中产生过多剪切热,同时提高注塑速度,不让熔融的BMC材料充满高温型腔前固化,一般在动模开设扇形分流道,浇口厚度为2.0-2.5mm。
(4)模具分型面的要求
BMC材料的粘度比热塑性塑料低,分型面上不允许存在任何孔与凹坑,滑块锁紧块,压块等不允许设置在模仁处,否则会造成飞边清理困难的问题。
(5)模具型腔的排气需加强
普通的热塑性塑料成型是物理变化过程,而热固性塑料的注塑成型是化学反应过程,发生化学反应时会生成大量挥发性气体,这些气体对注塑成型产生很大阻力,导致塑件表面有气泡与缺料,同时气体经压缩产生高温烧焦塑件。因此热固性注塑成型模具型腔的排气就显得尤为重要,一般模具分型面,定动模镶件底部需设置耐高温密封圈,在定模型腔料流末端采用抽真空来克服成型缺陷,同时也便于提高注塑速度。
(6)塑件的精度要求高
车灯反射镜的配光要求极高,对其模具反射面的粗糙度,加工与装配精度都有极高要求。模具除了模胚边锁与导柱定位外,还需设计模仁止口定位,确保模具的三级定位可靠。反射镜多面体的配光纹的面积较小,无法进行手工抛光,必须采用精密五轴高速CNC加工机床,机床主轴转速达到每分钟20000转以上。采用先进的CAM技术与特制刀具,选择合理的加工工艺,一次加工到位。型腔精度要求为0.01-0.02mm,型腔表面粗糙度为0.05-0.10微米。
3.1成型零件设计
本模具的成型零件和模板采用整体式,俗称原身出。与分体式结构相比,其优点是结构紧凑,强度刚性好,模具体积小,避免了开框、配框和制造斜楔等繁琐的工序。
大灯反射镜内表面要求很高,粗糙度小,不允许有顶针和镶拼痕迹,故必须由定模成型,外表面相对要求较低,由动模成型。
本塑件属于汽车最重要的外饰件之一,且是高光件,表面需真空电镀。在设计本模具时,首先要注意模具材料的选用。 由于BMC材料流动性差,动模板型腔的四周需要设计溢料槽,溢料槽底部需要设计推杆,便于溢料顶出,如图11所示。BMC热固性材料填充了玻璃纤维,模具需要具有很高的耐磨性,热红硬性,耐热疲劳性。由于反射镜的配光要求严格,型芯需具有良好的抛光性能。因此定模材料采用淬透性优异的德国2344ESR热作工具钢,淬火硬度48~52HRC。该钢料经真空电渣重熔,提高了钢材的晶体均匀性,抛光效果优异。定模常用镀硬铬后抛光来降低表面粗糙度,提高耐磨性并防锈蚀。动模,动模镶件材料采用德国2344HT热作工具钢,淬火硬度48~52HRC。
本模具定动模对插部分的插穿角度至少保证在7度以上,为了保证定动模的精准定位,本模具定动模采用四角止口与四面围边定位。由于插穿处需要精确定位,在FIT模时,定动模需要紧配,为了模具美观与配模,在定模设计了5度耐磨块,从而避免钳工师傅因使用打磨机将模具打磨得很难看的现象发生。同时耐磨块的设计,方便钳工配模,保证了模具的美观。
本模具设计时还做到了以下几点:
1)分型面顺滑无尖角,无薄钢,无线或点封胶;构建了面封胶,在分模时使用延伸,扫掠,网格等做面方法,分型根据塑件的形状构建面,车灯模具分型面要求极高,不允许构建的面起皱。构建的分型面能有效保证CNC加工精度,不需EDM清角,分型面也不容易跑毛边。车灯模具分型面光刀时需高速机,机床主轴转速保证每分钟至少20000转以上。
2)镶件与动模的配合部分,止口根部设计了合适的工艺倒R角或避空位,简化了加工工序和减少加工工时,提高加工效率。
3)所有非成型转角设计R角,防止应力开裂,工艺R角不小于R5,根据模具大小,尽可能设计比较大的工艺R角;模具上锐利的棱边容易造成操作人员意外受伤,模具上非参与成型或配合的棱边都要设计倒C角或R角,根据模具大小尽可能设计比较大的倒角。
4)分型面的避空:模具分型面宽度为40MM,分型面以外的区域定动模都要避空1MM,以有效减少加工工时。分型面的避空不仅指外围分型面,也包括大面积的分型面。特别说明:模具分型面的宽度包括排气槽在内。在大面积的避空处要设计承压块,以保证模具受力均匀,避免模具长期生产跑披锋,在砰穿孔区域设计避空的同时,还要在定模或者动模设计排气孔,方便定动模合模时压缩的空气排出。
5)分型面根据塑件形状构建,必要时对塑件进行优化处理。对于中大型模具,承压板槽尽量开通,方便CNC加工。设计分型面时尽量以简化模具加工,平整顺滑为原则,做出的分型面无薄钢,无尖角,插穿角度合理。
6)分型面圆滑平整,UG分模时禁止出现很多碎面小面(CNC加工时易弹刀,加工精度降低),尽量用延伸面,网格面,扫掠面构建分型面,或者先延伸10-20mm封胶面,再做拉伸面与过渡面,封胶面根据注塑机吨位与模具的大小设计。
7)分型面或者插穿孔所有插穿角度设计在7度以上,提高模具使用寿命。
3.2浇注系统设计
本模具浇注系统采用“普通流道 扇形浇口”。由于塑件为BMC料,流动性差,在设计流道时流道要粗且短。为了减少注塑过程中产生过多剪切热,同时提高注塑速度,不让熔融的BMC材料充满高温型腔前固化,一般在动模开设扇形分流道,浇口厚度为2.0-2.5mm。
3.3 温度控制系统设计
汽车前大灯反射镜为汽车最重要的外饰件之一,也是外观要求最高的塑件之一,因此温度控制系统设计的好坏对模具的成型周期与产品成型质量影响很大。由于塑件采用BMC材料,BMC材料的注塑成型工艺与普通热塑性注塑成型工艺完全不同,在注塑机的料筒部分需用专用冷冻机冰水冷却,而在模具型腔型芯则需要电加热。
加热管的布置与水路布置类似,与水井相似,既可以设计成竖向布置也可以设计成横向布置。塑件成型面距离电热管40-50mm,两电热管之间距离为80-100mm。为提高加热效率,定动模四面均需设计一8mm厚的电木隔热板,因电热管无正负极,可以串联连接,但温控器插座每组不可超过3.6KW。每组电热管的温度由一组热电偶控制,热电偶应处于本组电热管温度场的中心,并且热电偶头需与型腔有效接触,有利于准确控制温度。如图5与图6所示。

图5 定模加热系统
图6 动模加热系统
本模具定动模温度控制系统为:定模每穴设计了2个竖向加热管,同时定模设置了4个横向加热管。动模每穴设计了3个竖向加热管与2个横向加热管。布置加热管要注意线槽,线槽拐角处都需要倒圆角,避免损坏线路。每一模需要设计一支探温针,布置加热管间距要均匀,加热管需要向供应商订购,发热管孔要比发热管大1mm,深度也要深1mm,因为发热时会膨胀。
3.4导向定位系统设计
本模具在4个角上各设计了1支D40*225圆导柱。(导柱最长做到10倍直径)导柱安装在定模侧,由于塑件开模后留在动模侧,这样就不会影响塑件取出,同时避免塑件粘上导柱上的油污。
导柱在翻模时还可作为支撑脚用,方便FIT模,如图7所示。圆形导柱的长度必须保证合模时,在斜导柱插入滑块之前20mm就插入导套,否则在模具的制造和生产中会带来很大的麻烦,严重时会损坏模具。模具导向系统的设计必须注意三级定位的设计,特别是要求高的汽车塑件。模具导向定位设计不合理会造成模具运动不顺畅,模具易损坏,定动模错位,塑件出现段差等问题,是注塑模具至关重要的系统。
图7 汽车前大灯反射镜注塑模具导向定位系统
3.5脱模系统设计
本模具的推出结构为顶针(即推杆),模具在定、动模开模后,依靠推杆推出塑件与流道凝料,模具安装后,推件固定板通过拉复位25与注塑机顶棍连接在一起,顶针、复位杆等推件由注塑机顶棍推出和拉回复位。4支复位杆旁边不用再加复位弹簧,但在与之接触的定模板位置要设计复位块26,材料为S50C,表面氮化处理。
在设计本模具脱模系统时要注意以下几点:
1)推杆板导柱要布置在推出力大的推出元件附近(如油缸.复位杆等)。
2)所有汽车注塑模具需要设计限位柱,限位柱要优先布置在K.O孔上方或附近。
3)推杆要排布在靠近R处的受力位置,布置在包紧力大的位置,对于以BMC热固性材料,推杆规格设计要大,推杆数量要多,保证顶出平衡。这是因为BMC的塑件很硬,对模具的抱紧力较大,要求顶出力也较大。
4)推杆直径设计时尽量采用同一尺寸规格,这样可以避免频繁更换钻头,节省加工时间与加工成本。
5)所有异形面推杆必须设计止转,避免发生错误装配,推杆表面嗮网格,避免顶出时推杆打滑。
6)回针孔设计单边有避空(中小型模具避空0.5,大型模具避空1.0),回针端部设计工艺螺丝孔。为了方便加工、合模,回针直径大于等于20MM时,回针对面要设计回复块。注塑机设备顶出孔不能与垃圾钉、支撑柱干涉。

图8 汽车前大灯反射镜注塑模具顶出系统
3.6模胚结构件设计
本模具采用4支D40*225导柱导向与支撑,模具整体强度好。在注塑过程中,由于受注塑压力的影响,模板的强度将会受一定程度的影响。因此,除了模胚强度足够外,还需要设计一些辅助结构件,用来加强模具的强度与寿命。
设计时注意以下几点:
1) 为了FIT模与加工方便,本模具在顶针底板与码模板之间设计4个工艺螺丝,工艺螺丝规格要比顶针板螺丝大一规格,在工艺螺丝旁刻上“工艺螺丝”字样,因为工艺螺丝在模具生产时是要拆除的,这样设计的目的是便于钳工辨认,防止出错。限位柱尽量布置在KO孔上方或附近,在斜顶与直顶底部或附近多布置垃圾钉,间距150mm左右。
2) 模具分型面上承压块沉入模内,承压块和精定位不能开油槽,承压块槽离模框边缘至少保证15mm以上距离。
3) 限位柱的设计:机械顶出的模具设计在顶棍孔上方;油缸顶出的模具设计在油缸上方或附近。
4) 支撑柱的设计:支撑柱与方铁之间距离应保持在25-30mm,支撑柱与支撑柱之间距离在80-120mm。支撑柱总面积为推杆固定板面积的25%-30%。1.在进胶区域与塑件投影面积区域多设计支撑柱,而且支撑柱设计尽量大。因为这些区域注塑压力集中,分型面很容易出现飞边,因此多设计支撑柱可减少分型面与流道飞边的产生。2.在模具掏空位置,强度较弱的位置布置撑头,如滑块底部,内抽芯底部等。
5) 回针的底部必须设计垃圾钉(垃圾钉设计在底板上);如果顶出系统由两张板组成,回针附近必须设计紧固螺丝,避免顶针板变形。
4. 模具工作过程
熔体通过注塑机喷嘴,经机嘴12进入模具型腔,熔体充满型腔后,经保压、冷却和固化,至足够刚性后,注塑机拉动模具的动模固定板10,模具从分型面PLⅠ处开模。开模300mm后,注塑机油缸推动推件固定板8,推件固定板推动推杆28,接着注塑机油缸继续作用,顶出70mm后,塑件与动模分离,塑件经过机械手取件后,注塑机油缸拉动推件及其固定板复位,接着注塑机推动动模合模,模具开始下一次注射成型。
5. 模具强度与分型面管位设计
本模具分型面管位设计在定动模上,采用四角止口与四面围边相结合的设计形式,这样定位既可靠模具强度好。在汽车模具设计中,定动模插穿处角度尽量设计到7度以上,实在不行也要设计在5度以上。因为插穿角度大,模具寿命会大大提高,模具插穿处披锋的现象也会大大降低。对于插穿角度在3度以下的位置,1度精定位与0度精定位很难保证定动模精准地定位,所以插穿角度应尽量取大,对于大中型模具一般设计在7度以上,从而保证模具的使用寿命。
影响模具强度和刚性的主要尺寸包括:
1)型腔边缘至模具边缘的尺寸A1、A2 、B1和B2;
2)型腔最深处至定模板和动模板底面的距离C1和C2,见图10。
在汽车模具设计中,A、B两尺寸的经验确定法是:
1)若无侧向抽芯机构,从型腔最外边缘加30~50mm封胶尺寸(5050以内的小型模具加30mm,5050~1010的中型模具加40mm,1010以上的大型模具加50mm),再加50~70mm避空位,以减少配模的工作量。避空位也是保证模具强度的区域。然后再加上模架处分型面承压板的尺寸就是A、B的尺寸。
2)若有侧向抽芯机构,则尺寸A、B须根据抽芯距离的大小加大,原则上必须保证滑块在完成抽芯后仍然停留在模板内。
不同大小和结构的塑件其模具尺寸C的数值会不一样,尺寸C一定要保证型腔最深处至模板底面有80mm以上钢厚,动模板中由于两块方铁之间是空的,承受注射压力后易变形,故C1需相应加大厚度,一般取100mm以上。
由于本模具一出二,二型腔左右对称,A1=A2=115.6mm,左反射镜与右反射镜型腔之间距离为73mm。由于模具无侧向抽芯机构,故B1=123.1mm, B2=110mm。厚度尺寸方面,C1=103mm, C2=80mm,B板显得单薄些,尽量设计在100mm左右。

图9 汽车前大灯反射镜注塑模具强度
6. 模具排气系统与排料设计
普通的热塑性塑料成型是物理变化过程,而热固性塑料的注塑成型是化学反应过程,发生化学反应时会生成大量挥发性气体,这些气体对注塑成型产生很大阻力,导致塑件表面有气泡与缺料,同时气体经压缩产生高温烧焦塑件。因此热固性注塑成型模具型腔的排气就显得尤为重要,一般模具分型面,定动模镶件底部需设置耐高温密封圈,在定模型腔料流末端采用抽真空来克服成型缺陷,同时也便于提高注塑速度。本模具动模利用镶件,镶针与动模间隙排气。BMC流动性差,动模型腔的四周需要设计溢料槽,溢料槽底部需要设计顶针,便于溢料顶出,如图10所示。
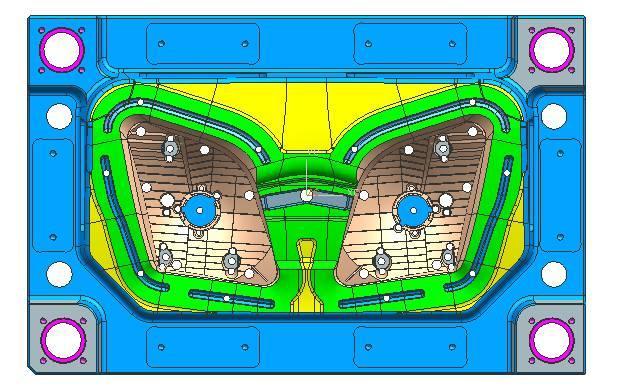
图10 汽车前大反射镜注塑模具动模排气排料设计
7. 结果与讨论
对于汽车车灯反射镜模具,其设计要点主要有:
1)需要专门的注塑工艺设备,并要采用专门生产BMC塑料的注塑机,对注塑工艺设备要求非常严格。
2)BMC材料属于特硬性塑料,在模具设计中需要设计加热系统与分型面设计排料系统,成型零件必须淬火处理以提高耐磨性和模具寿命。
3)反射镜塑件在汽车车灯上是起防止灯光直射,对灯光进行反射与避免灯光直射的装置,配光要求严格。塑件为汽车最重要的外观件,塑件表面有很多花纹是为了起装饰美观作用。
4)BMC材料的模具设计顶出系统要平衡,推杆规格尽量设计大,数量尽量多,否则会造成塑件脱模困难。
5)因为是高光电镀件脱模斜度太小会造成脱模困难,所以反射镜塑件侧壁脱模斜度尽量设计大一些,一般建议在5°~10°。当然前提是不能影响塑件功能与外形。
6)塑件不能有尖角锐边,所有转角都需要设计成圆角,因为模具的成型零件经过淬火后易发生应力开裂现象。
7)注意左右反射镜灯头孔与塑件表面花纹是左右平移,不能设计成镜像对称,因为灯泡与灯头是不会分左右的,其余特征都是镜像对称。
关注老师带你了解更多UG小知识,希望你们能在模具行业前途无量!!
需要模具设计资料和软件的可以私信老师回复“学习”即可免费领取哦!
喜欢老师作品的可以转发或收藏 同时请继续关注后期会推出高质量视频和技术资料!
,




