摘 要:某核电站316L奥氏体不锈钢碱液储罐发生了泄漏,采用宏观观察、化学成分分析、金相 检验、硬度测试及残余应力分析等方法对该储罐开裂原因进行了分析。结果表明:储罐内壁焊缝两 侧出现与焊缝平行的环向裂纹和垂直的轴向裂纹,前者主要受焊接残余拉应力作用,后者主要受冷 加工残余拉应力作用,两类裂纹均为碱致应力腐蚀开裂。
关键词:316L奥氏体不锈钢;储罐;残余应力;碱致应力腐蚀开裂
中图分类号:TG142.1 文献标志码:B 文章编号:1001-4012(2022)05-0022-04
不锈钢材料的碱致应力腐蚀开裂,简称“碱脆” 或“碱裂”,许多文献已对其展开了报道[1-8],但多数 研究集中在高温条件下,而中低温条件下不锈钢碱 脆的相关研究较少。不锈钢碱脆失效的案例也多发 生在高温环境中[9-10],在中低温时发生的失效案例 较为少见。国内某核电站制氢机储罐材料为316L 奥氏体不锈钢,罐内介质为 KOH 溶液,工作压力为 700kPa~800kPa。该储罐在服役 8a后,其下封 头发生开裂。笔者对储罐进行了理化检验及不同区 域的应力状态分析,研究了该储罐开裂的原因并提 出了改进建议。
1 理化检验
1.1 宏观观察和渗透检测
泄漏储罐由筒体和椭圆封头焊接而成,封头可 分为直边段与弯曲段,如图1a)所示。外壁贯穿裂 纹位于封头直边段,裂纹上尖端距熔合线约8mm, 下尖端距熔合线约13mm,裂纹总长度约为5mm。
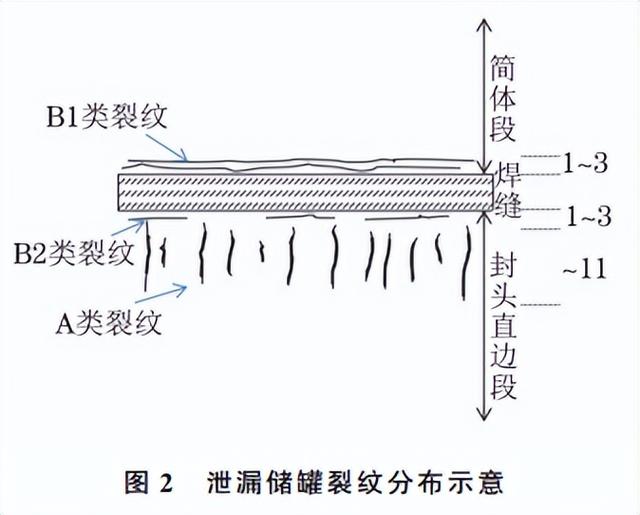
对储罐进行液体渗透检测,结果表明:除贯穿裂 纹外,储罐外壁未发现其他裂纹;内壁靠近焊缝两侧 发现较多裂纹,既有垂直于焊缝的轴向裂纹,也有平 行于焊缝的环向裂纹,如图1b)所示。轴向裂纹仅 位于距焊缝熔合线约13mm 以内的封头直边段区 域,周向均匀分布,长短不一。较长裂纹上尖端距熔 合线1~2mm,下尖端距熔合线约13mm;较短裂 纹上 尖 端 距 熔 合 线 约 4 mm,下 尖 端 距 熔 合 线 约 10mm,将此裂纹记为 A 类裂纹,贯穿裂纹即为 A 类裂纹。环 向 裂 纹 位 于 焊 缝 两 侧 距 熔 合 线 1~3mm,筒体侧裂纹记为 B1类裂纹,封头侧裂纹记 为 B2类裂纹。泄漏储罐裂纹分布宏观示意如图2 所示。

1.2 化学成分分析
采用 PMIMASTERSmart型电火花直读光谱 仪对筒体、封头母材进行化学成分分析,结果如表1 所示,两 者 化 学 成 分 均 满 足 ASTM A473-2017 Standard Specification for Stainless Steel Forgings标准的要求。

1.3 金相检验
在筒体和封头母材处取样,利用 AxioObserver A3型光学显微镜进行金相检验。储罐母材的显微组 织形貌如图3所示。筒体母材显微组织为奥氏体 少量退火孪晶,晶粒度为6级;封头母材显微组织为 奥氏体 大量形变孪晶和滑移带,晶粒度为3.5级。

1.4 硬度测试
利用 MHV-50Z/V3.0型数显维氏硬度计对储 罐各部位进行硬度测试。筒体及封头母材硬度分别 为165HV,248HV。焊缝、筒体侧热影响区、封头 侧热影响区硬度分别为171HV,188HV,165HV, 筒体侧、封头侧平均厚度分别为3.71,4.24mm。筒 体 为 正 常 固 溶 退 火 态 316L 钢。ASTM A473— 2017标准中对316L 钢的硬度未作明确要求,但参 考 GB/T3280—2015《不锈钢冷轧钢板和钢带》标 准可知,316L 钢硬度要求不大于 220 HV,可见封 头硬度较高,这与其组织中含有大量形变孪晶和滑 移带有关,为冷作硬化态316L钢。
1.5 裂纹形貌分析
1.5.1 裂纹表面分析
在储罐内壁,对 A 类和 B类裂纹表面进行取样 分析,取样位置如图4所示。试样经弧面削平、抛光 及侵蚀后,用光学显微镜进行观察,微观形貌如图5 所示,可见两类裂纹在表面均沿晶扩展。A 类裂纹 中心位置较宽,两端较细,封头侧热影响区出现明显 粗晶区和细晶区,总长约为4mm;筒体侧热影响区 只出现粗晶区,长约0.8mm,未发现细晶区。封头 侧母材含有大量形变孪晶和滑移带,形变、畸变程度高,焊接受热时发生静态再结晶。靠近焊缝部位由 于温度较高,再结晶后发生晶粒长大,形成粗晶区, 离焊缝稍远的区域只发生了静态再结晶,晶粒未长 大形成细晶区。筒体侧母材为固溶退火态,其形变、 畸变程度差,再结晶驱动力不够,由于靠近焊缝部位 温度较高,故直接发生晶粒长大,形成粗晶区;由于 距离焊缝稍远的区域温度低于晶粒长大温度,故只 发生了回复而未发生结晶,未出现类似封头侧的细 晶区,无法直接判断热影响区范围。筒体与封头母 体材料均为316L不锈钢,导热系数一致,焊缝两边 热影响区范围基本相同,由封头侧热影响区范围推 断,筒体热影响区宽度约为4mm。由此可知,一部 分 A 类裂纹的一侧尖端位于热影响区,另一侧尖端 位于封头直边段,中心位置位于封头直边段;另一部 分 A 类裂纹均位于封头直边段;所有 B类裂纹均位于焊缝两侧的热影响区内。


1.5.2 裂纹截面分析
图6,7分别为两类裂纹壁厚方向的显微组织形 貌。A 类裂纹由储罐内壁沿晶向外壁扩展,扩展深 度不一,严重处几乎已贯穿储罐全壁厚,裂纹尖端分 叉,晶界未敏化,具有典型沿晶应力腐蚀裂纹特征。 B1和 B2类裂纹主要位于焊缝两侧的热影响区,裂 纹沿晶扩展,尖端分叉,晶界未敏化,具有典型沿晶 应力腐蚀裂纹特征。A,B1,B2类裂纹处的显微硬度分别为242HV,171HV,157HV。B2类裂纹区 硬度大幅下降的原因是原始形变的奥氏体晶粒焊接 后发生了静态再结晶。


为了进一步分析 A 类裂纹在储罐内壁的起源 位置,沿同一条裂纹长度方向,在中心位置及两侧解 剖并测其深度,结果如图8所示。裂纹中间部位沿 壁厚方向扩展深度最深,这表明 A 类裂纹的起源位 置为裂纹长度方向的中部,由内壁表面向两侧扩展。

1.6 残余应力分析
采用残余应力分析仪,以焊缝为分界,分别对筒 体、封头进行残余应力测试,每个位置均测试0°(平 行于焊缝方向)和90°(垂直于焊缝方向)两个方向, 测试结果如图9所示。筒体侧0°方向和90°方向残 余拉应力区分别在距焊缝中心线约20,12mm 处; 封头侧0°方向和90°方向的残余拉应力区分别在距 焊缝中心线约17,15 mm 处。A 类裂纹、B 类裂纹 均位于残余拉应力区。

2 综合分析
A 类裂纹和 B 类裂纹均位于储罐的残余拉应 力区,均沿壁厚方向由内壁向外壁沿晶扩展。A 类 裂纹起源于封头母材区,在表面垂直于焊缝向两侧 图9 储罐内壁不同区域残余应力测试结果 扩展;B类裂纹位于焊缝两侧的热影响区,在表面平 行于焊缝扩展。封头的制造工艺为冷冲压成型,封 头直边段是由原板料边缘向内“翻边”而成,会产生 较大的塑性变形和残余拉应力[11]。在原始冷加工 残余应力,温度为65~70 ℃,及 KOH 碱液服役条 件的长期作用下,产生了垂直于焊缝的沿晶应力腐 蚀开裂。由于热影响区焊接后奥氏体晶粒的回复及 再结晶,原始残余应力基本消失。由于奥氏体晶粒 的冷却收缩,热影响区产生了焊接残余拉应力,该残 余应力以垂直于焊缝为主,在 温 度 为 65~70 ℃, KOH 碱液服役条件的长期作用下产生了平行于焊 缝的沿晶应力腐蚀开裂。
该储罐开裂机理可用碱致应力腐蚀开裂的膜破 裂理论[7,12]进行解释。在 KOH 碱液环境中,储罐 内壁表面形成一层钝化膜,该钝化膜在较高残余拉 应力的作用下发生破裂。钝化膜破裂后,破裂区金 属表面未及时形成钝化膜,裸露金属与 KOH 碱液 接触,OH - 在表面破裂区域发生浓缩,进而与裸露 金属发生反应,裸露金属与浓缩碱液反应生成金属 氧化膜,此氧化膜在应力作用下又发生破裂,继而再 钝化-破裂-钝化-破裂循环反复进行,裂纹不断 扩展延伸,最终导致储罐发生开裂并泄漏。
3 结论与建议
(1)储罐内壁的环向裂纹和轴向裂纹均为碱致 应力腐蚀开裂,环向裂纹主要受焊接残余拉应力作 用,而轴向裂纹主要受封头直边段冷加工残余拉应 力作用。
(2)控制焊接热输入,降低焊接残余应力,以避 免环向裂纹;封头冷成型后增加去应力处理工艺,降 低冷加工残余应力,以避免轴向裂纹。
<文章来源> 材料与测试网 > 期刊论文 > 理化检验-物理分册 > 58卷 > 5期 (pp:22-25)>
,




