

齿条铣刀,用于根据客户的特定需求在铣床上切割转向齿条。这些刀具以单排或多排的形式生产,带有直槽或螺旋槽,公差非常小。通常齿条的跨度也相当大,可以从很小到很大,等齿距,不等齿距,齿厚逐渐减薄的,对刀具的要求也是越来越多了。

- 模数范围从 0.5 到 15
- 直径从 50 毫米到 290 毫米(或者更大)
- 精度等级高达 AAA


这些刀具用于带锯的锯条。由于锯齿尤为密集,锯齿的齿顶很锋利,故锯条滚刀的齿槽就必须很锋利,这给制造带来很大的困难,故通常采用错齿的设计方式,如下图所示:
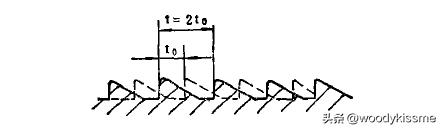
图:错齿
锯条滚刀的容屑槽一般设计为螺旋槽形式,这不仅使切削平稳,而且可使断刃增加一个正前角,以改善切削条件。如果有朋友对此感兴趣,欢迎留言,后面详细介绍这种刀具的情况。

锯条
蜗杆铣刀用盘型蜗杆铣刀来加工蜗杆,目前是使用最为频繁的加工方式。针对不同类型的蜗杆,蜗杆铣刀的计算相对复杂,有许多厂家甚至采用以铣带磨来加工蜗杆。

蜗杆铣刀

铣削蜗杆
用于加工蜗杆轴的蜗杆刀具。图中刀具还配有特殊的断屑槽,以改善切屑流动和更好的光洁度。一般的加工范围如下:
- 模块范围:最大Mn25或DP1
- 精度等级:高达AA
- 直径:最大 330 MM
用于加工各种复杂的槽型。


以上的铣刀加工时,是一个槽一个槽的加工,以往认为铣刀加工效率很低,但是随着机床的不断提升,切削速度的提高,加工效率也在不断提升。
倒角刀(倒棱刀)


刀具用于生产直至根部和根部以下的倒角。这些刀具也采用多头设计,以提高生产效率。

齿轮倒棱铣刀,不是一个槽一个槽的加工,而是像滚齿一样,连续不断地加工,效率非常高,但是刀具必须是定制的。
以上的这些刀具,本人都设计过,嘿嘿!
今天就分享到这,喜欢的小伙伴别忘了点赞关注啊,谢谢!
,




